Автор книги: Михаил Ермаков
Жанр: Прочая образовательная литература, Наука и Образование
Возрастные ограничения: 12+
сообщить о неприемлемом содержимом
Производство художественных изделий из чугуна – садовой мебели, решеток, надгробий, скульптуры, бытовых предметов производилось на чугунолитейном заводе в городе Касли. При их изготовлении используются сложные технологии формовки и отливки изделий с их ручной последующей чеканкой.
История завода. Завод был заложен в 1747 году Яковом Коробковым, а уже в 1752 г. перекуплен Н. Н. Демидовым. Завод, войдя в Кыштымский горный округ, специализировался на выплавке чугуна и производстве полосного железа.
В начале XIX века чугунолитейное производство в Каслях было приобретено купцом 1-й гильдии Л. Расторгуевым, и с этого времени здесь начинается производство художественных изделий. Уже в 1830-е гг. Касли становятся известны как центр отливки высокохудожественных решеток, оград, половых плит с орнаментальными рельефами, а также надгробных памятников.
В 1845 на заводе было организовано производство садово-парковой мебели и декоративных предметов интерьера – ажурных тарелок и подсвечников. В это же время появляются первые образцы скульптуры малых форм, как правило небольших фигурок, укрепленных на пресс-папье. В 1850-1860-е гг. количество художественных изделий и их доля в ассортименте каслинского завода неуклонно увеличивается. Качество изделий резко возросло после перевода в конце 1850-х годов, с Кушвинского завода опытных чеканщиков и формовщиков. Качество отливок каслинского завода не уступало уже в это время аналогичным изделиям из бронзы, что заслуженно отмечалось золотыми медалями Всероссийских, а впоследствии и Всемирных выставок.
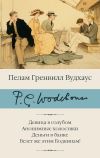
Важная роль в формировании образа каслинского художественного литья принадлежит скульпторам, выпускникам Петербургской Академии художеств – М. Д. Канаеву и Н.Р. Баху. В 1876 году Канаев создал при заводе художественную школу, где обучали рисунку, лепке, формовке и чеканке чугунного литья. По его предложению ассортимент каслинских изделий обогатился отливками в чугуне произведений известнейших русских скульпторов: П. К. Клодта, И. П. Витали, Е. А. Лансере, А. Л. Обера, Н. И. Либериха. В 1880-е гг. на заводе начинают работать скульпторы – выпускники художественной школы заводской: В. Ф. Торокин, Д. И. Широков, К. Д. Тарасов и др.
Чугунный павильон. В 1900 году в Каслях создают чугунный павильон для Всемирной парижской выставки. Выполненный по проекту архитектора Е. Е. Баумгартена, павильон представлял собой ажурную чугунную комнату, в которой были выставлены около 1,5 тысяч лучших образцов «кабинетных» вещей каслинского литья – скульптура, подсвечники, ажурные вазы и тарелки, шкатулки, письменные приборы. Эти изделия были удостоены золотой медали и «Гран-при» выставки.
В 1914 году, в связи с переходом завода на выпуск военной продукции, литье художественных изделий в Каслях прекращается.
Важная роль в возрождении художественного литья принадлежит скульптору К. А. Клодту, внуку П.К. Клодта. Он вновь открыл заводскую школу, в которую принимались дети рабочих.
Только в 1934 году на заводе организуется регулярный выпуск художественного литья. В первую очередь это мелкая пластика и барельефы – произведения революционной тематики, созданные по моделям скульпторов Н. Горского, Н. А. Андреева, Н.В. Томского, И. Рабиновича. В это же время увеличивается выпуск архитектурного литья, которое было использовано при строительстве набережных и мостов, в оформлении общественных зданий и Московского метрополитена.
В 1941 году выпуск художественных изделий на заводе был прерван, но уже в 1944 году восстановлен. Ассортимент каслинских изделий в эти годы расширяется темой Отечественной войны. В 1950–1970-е годы на каслинском заводе работают известные скульпторы П. А. Баландин, М. Г. Манизер, Е. А. Янсон-Манизер. На заводе появляется большая группа скульпторов-заводчан – П. С. Аникин, А. В. Чиркин, А. С. Гилев, В.П. Игнатьев и др., чьи произведения органично вошли в традиционное русло каслинского литья. В конце 1980-х годов ассортимент каслинского завода включал 130 произведений, среди которых работы, выполненные по моделям XIX в. и современных скульпторов.
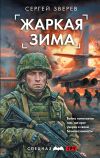
Каслинское литье – это целый мир разнообразных тем и сюжетов. Мастера литейщики сумели передать в тяжелом чугуне и орнаментальный узор, и фигурки зверей, и образы людей – от крестьянина до Венеры Милосской (см. рис. 2.1–2.3).
Слава каслинских мастеров не померкла и в наши дни. Их изделия украшают многие музеи, улицы городов, станции метро. Фантазия и мастерство художников настолько пластичны, что, глядя на готовые работы, трудно догадаться, что является определяющим – замысел или сила материала, хотя во многих случаях связь с конкретными образцами прослеживается достаточно четко.

Рис. 2.1. П. Забело. «Ермак». Каслинское литье. 1948 г.

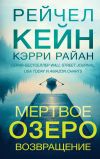
Рис. 2.2. Чернильница «Голова идальго». Каслинское литье. Начало XX в.

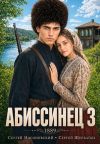
2.3. Нижнетагильское медное и бронзовое литьеРис. 2.3. На снимке – каслинское литье: «Блюдо» (первая половина XIX века), хранится в стальной комнате Политехнического музея в Москве.
Федор Звездин, один из выдающихся уральских литейщиков. Его работы часто экспонировались на выставках в России, и время, к счастью, не уничтожило их. Они сохранились и демонстрируются в различных музеях страны.
Федор Звездин, обладавший талантом подлинного художника, закончил Выйское училище (г. Нижний Тагил), и затем стажировался 7 лет во Франции. В 1830 году он вернулся в Нижний Тагил и создал на Выйском заводе первую на Урале бронзолитейную мастерскую. В коллекции нижнетагильского музея сохранились его работы «Девочка в молитвенной позе», и «Мальчик, вынимающий занозу» (копия знаменитой греческой скульптуры V века), см. рис. 2.4. Одна из лучших звездинских работ – «Бык» хранится в Эрмитаже. Принимал мастер также участие в отливке церковных колоколов и памятника управляющему нижнетагильскими заводами Андрею Николаевичу Карамзину (1814–1854), установленному в Нижнем Тагиле в 1855 году, который был разрушен в 1930-х годах.
Небольшая коллекция медных и бронзовых изделий художественного литья имеется в музее г. Нижнего Тагила, выполненная другими мастерами (см. рис. 2.5).
Истоки русской школы художественного литья, продолжающего развиваться и поныне, следует искать в Литейном доме, открытом при Академии художеств в Петербурге в конце XVIII века, на уральских металлургических заводах в городах Касли и Кусе.
Политехнический музей в Москве показывает не только работы каслинских и кусинских мастеров художественного литья, но и фотографии, и технологию изготовления литых изделий (рис. 2.6).
Теперь ознакомимся с более легкоплавким металлом, который тоже знаменит и широко применим в художественном литье – это олово.

Рис. 2.4. Ф. Ф. Звездин. Мальчик вынимающий занозу. Бронза, литье. Первая половина XIX века. Музей горнозаводского дела. Нижний Тагил.

Рис. 2.5. Коллекция медных и бронзовых изделий. XIX век. Музей горнозаводского дела. Нижний Тагил.

2.4. Оловянное литье. Технико-технологические сведенияРис. 2.6. Скульптура «Лавретки». Кусинское литье, чугун. Конец XIX в. Политехнический музей. Москва. Фото В. В. Дорощук.
Литье из олова известно человечеству с древнейших времен. Еще за шесть тысяч лет до нашей эры в Египте лили из олова украшения. Упоминания об этом металле встречается в древнеиндийской, греческой, римской литературах. В античные времена в ходу были монеты и сосуды из олова.
Занимались литьем из олова и на Руси. До нас дошли утварь, украшения, предметы культа времен Киевской Руси. В XIII–XV веках ремесло это достигло большого развития на Украине, в городах Холм, Володимир, Перемышль, Луцк. В XV веке в Киеве был основан литейный цех, вырабатывавший оловянные изделия.
Художественное литье из олова достигло своего наивысшего расцвета в эпоху господства стиля барокко, относящегося к концу XVI, XVII и большей частью XVIII века (см. рис. 2.7, 2.8).
Мастера-литейщики объединялись в союзы-дворы. На Украине и в Польше они получили название цехов. Нередко этот союз объединял ювелиров, живописцев и литейщиков из олова. Такой союз способствовал высокому художественному уровню ремесла. С середины XVI столетия изделия из олова обязаны были иметь «тавро» – клеймо. А в 1576 году стало обязательным ставить пробу на изделиях и слитках олова. Качество продукции контролировала городская и королевская власть. Было постановлено, например, отливать посуду – миски и фляги из чистого пищевого олова, а ларцы – из сплава четвертной пробы (3/4 свинца и 1/4 олова). Впоследствии количество проб увеличилось, появились третья, четвертая, шестая, двенадцатая и шестнадцатая пробы в зависимости от количества олова в сплавах со свинцом. Третья проба дожила до наших дней под названием припоя-третника, этот сплав и сейчас довольно часто применяют в художественном литье.
Наибольший интерес из изделий того времени представляют собой кубки и фляги. На них изображались эмблемы, списки «братиев-литейщиков», святые покровители, гербы. Известна фляга, посланная в 1656 году Богданом Хмельницким шведскому послу Гильдебранду. Изделия этого периода отличаются высокими художественными достоинствами. Фляги имели четырех-шестигранную форму, снабжались завинчивающейся крышкой с ручкой наверху. Фляги были украшены гравированным растительным орнаментом с листьями и пышными цветами. Нередко среди растений встречались изображения животных – собаки, олени (см. рис. 2.9).

Рис. 2.7. Блюдо с гербовой орнаментикой, Франция XVII в.

Рис. 2.8. Кружка с гравированным орнаментом, Саксония, предположительно около 1600 года.

Рис. 2.9. Фляга оловянная. Украина, 1717 г.

Рис. 2.10. Литая оловянная игрушечная посуда. Москва, конец XIX в.
Другим распространенным видом оловянной посуды были разных размеров кварты – четверти. Чаще всего их гладкие бока ничем не украшали, вся красота заключалась в пропорциях формы. Для бытовых нужд вырабатывалось много различной посуды и предметов домашнего обихода: жбанов, мисок, тарелок, блюд, ваз и вазочек, гребней, ложек, пуговиц, ларцов для документов, братин, ендов и прочее.
В XVII веке в художественном оформлении продукции литейщики стали ориентироваться на аналогичные изделия чеканной работы. И хотя эстетические возможности оловянного литья значительно уже, чем у ювелирной чеканки, в литых изделиях мы видим хорошо найденную форму, богатую орнаментику, разнообразие изображений, позволяющие конкурировать с чеканкой.
Наиболее украшенными были предметы церковного назначения: дарохранительницы, кресты, блюда, подсвечники и оклады икон, органные трубы, фонари ажурного литья, детали внутренней отделки зданий, дверей и иконостасов. Фигурные изображения, как гравированные, так и рельефные, своим стилем были целиком родственны тогдашней живописи, графике и скульптуре.
Оловянное литье широко распространилось при Петре I. В те времена в быту пользовались оловянными пуговицами, кубками, посудой, встречались и медали из олова (см. главу «Гравирование», параграф граверно-медальерное искусство). Тончайшим узором скрепляли слюдяные пластинки в фонарях-светильниках.
Оловянное литье стало приходить в упадок в конце XVIII века. Художники-литейщики очень редко стали применять олово в художественном литье. Из изделий XIX века можно найти в музеях оловянных солдатиков и игрушечную посуду (рис. 2.10).
Появление в 30-х годах XVIII века модных напитков – чая и кофе – дало развитие медеплавильным и медеобрабатывающим заводам. Давленые медные, бронзовые и серебряные изделия (например, самовары) вытеснили оловянные ендовы, братины, четверти, и фляги – посуду допетровского периода. К этому же времени относится бурное развитие в России фарфоровых заводов. Оловянные изделия не могли конкурировать с давленной и чеканной медью, тем более что олово как металл имеет один существенный дефект: при длительном охлаждении ниже – 18° оно заболевает «оловянной чумой», превращаясь в серую рыхлую массу, – вот почему до нас дошло очень мало старинных оловянных вещей. Из истории известно, что зимой 1812 года у отступающих французов стали разваливаться форменные пуговицы, изготовленные из олова. В одну из зим мороз уничтожил все оловянные ложки и миски, которыми пользовались каторжане, работающие на руднике в Нерчинске (Сибирь). По вине олова произошли и трагические события с одной из экспедиций к Южному полюсу, когда стали разрушаться жестяные банки с запасами керосина, швы которых были пропаяны оловянным припоем с небольшим содержанием свинца. Чтобы уберечь изделия от «оловянной чумы», к чистому олову добавляют цинк, висмут, сурьму.
«Природное олово существует в двух модификациях: серебристый металл с плотностью 7,3 г/см3 – это белое олово и серое олово – материал со свойствами полупроводника и плотностью 5,8 г/ см3 при охлаждении белое олово переходит в серое, резко увеличивается удельный объем, металл рассыпается в серый порошок. Такое превращение быстрее всего происходит при температуре -33 °C, а если есть контакт белого олова с серым, то «оловянная чума» быстро распространяется от одного предмета к другому. Считается, что оловянные предметы надо хранить в теплом помещении». И. Л. Аптекарь, А.Д. Стыркина. Реферат. «Заражение при оловянной чуме» // «Доклады АН СССР», т. 265, № 5, 1982. Также прочитайте статью: «Художественное литье», художника И. Малаховского // «Наука и жизнь», № 10, 1979.
В 80-х годах прошлого века к орнаментальному ажурному оловянному литью вновь обратились чешские мастера бижутерии из города Яблонец. Они и сейчас умело сочетают оловянный литой ажур со стеклом, штампованным в виде граненых драгоценных камней, и гальваническими покрытиями, имитируя золотые изделия псевдобарочного периода. Современные чешские мастера-литейщики выполняют ажурное литье орнаментально-растительного характера в виде звеньев, из которых в дальнейшем собираются браслеты, броши, ожерелья. В их работах старинное ремесло обрело новую жизнь. Славятся своим оловянным литейным мастерством дизайнеры России, Англии и Италии.
Для художников-любителей, дизайнеров, желающих попробовать свои силы в литье, олово представляет собой благодатный материал. Оно привлекает прежде всего своим красивым цветом, сходным с цветом серебра, своей технологичностью – низкой температурой плавления, легкостью тонирования, пластичностью, позволяющей легко гравировать, чеканить, «лепить» паяльником, добавляя или отнимая металл.
В умелых руках с помощью несложного оборудования серебристые слитки из олова превращаются в выразительные, прекрасно передающие пластику миниатюры: скульптуры, медали, броши, браслеты, запонки, булавки для галстуков, в оригинальные рельефные или ажурные пуговицы и тому подобное. Ажурными или рельефными пластинами более крупного размера можно украсить шкатулки, декорировать дверные ручки, петли, замочные скважины. Пластины, наложенные на фон из дерева или камня, могут служить самостоятельными настенными украшениями. Наконец из сборных деталей изготовляют достаточно крупные вещи; фонарики, бра, подсвечники, ларцы, шкатулки.
Нередко изделие декорируют вставками перламутра, бисера, янтаря, цветного стекла, камня, керамики. С той же целью применяют холодную эмаль – эпоксидный клей, смешанный с пигментами или художественными масляными красками.
Помимо функции чисто художественной, ювелиры и скульпторы – миниатюристы используют оловянное литье как промежуточный этап для перевода оловянной модели в более твердый металл – серебро, бронзу, чугун, мельхиор, нержавеющую сталь. Олово дает возможность более четко проработать мельчайшие детали, что недоступно моделям из пластилина или воска. Навыки работы с оловом позволяют в дальнейшем перейти к литью из более тугоплавких металлов, например алюминию и его сплавам.
Сегодня мы расскажем об этом древнем ремесле. Современные художники прикладного искусства и ювелиры теперь уже все более охотно применяют технику художественного литья в своей творческой работе. Оно поможет вам в изготовлении различных декоративных изделий, которые можно с успехом применить в дизайнере оформления помещений, а также при изготовлении деталей для ваших моделей.
2.5 Основные разновидности художественного литьяСуществуют различные виды литья: в песчано-глинистые и металлические (кокильное литье) формы, под давлением, центробежное, по выплавляемым моделям и др.
Литье в песчано-глинистые формы. Получение отливок в песчано-глинистых формах – сложный и трудоемкий процесс. Ему предшествуют такие подготовительные операции, как изготовление модельных комплексов (моделей, отливок и стержней), приготовление формовочных и стержневых смесей, подготовка литейных опок и других приспособлений.
Модели выполняют из древесины (сосна, дуб, ольха, береза, липа и др.) или из металлов (обычно из сплавов алюминия с медью). При определении размеров модели учитывают припуски на усадку отливки при ее затвердевании и на последующую механическую обработку для получения готовой детали или изделия. Усадка отливок из различных металлов и сплавов составляет 1–2,5 %. Припуск на механическую обработку зависит от размеров отливки и видов последующей обработки. Для чугунных отливок он обычно составляет 2–20 мм, для стальных 4–28 мм.
Используя модель из древесины, можно получить несколько десятков отливок. Модели покрывают специальным модельным лаком, чтобы защитить от влаги и сделать их поверхность более гладкой (предохранить от прилипания формовочной смеси). Деревянные модели применяют в одиночном и мелкосерийном производстве, например в художественном литье. В крупносерийном и массовом производстве используют металлические модели.
Модели бывают разъемные и неразъемные первые состоят из двух, трех и более частей. Их используют там, где по условиям формовки нельзя применять цельные модели.
Стержни при отливке образуют полости, сквозные отверстия или углубления в отливках. Изготовляют их в деревянных или металлических стержневых ящиках из специальных стержневых смесей (песок со связывающими материалами).
Опоки представляют собой чугунные, стальные или алюминиевые (из алюминиевых сплавов) ящики без дна. По форме они могут быть прямоугольными, круглыми или фасонными в зависимости от очертания отливки.
Песчано-глинистые формы изготовляют из формовочных смесей (песок, глина и другие вещества). Процентное соотношение и качество используемых компонентов зависит от вида литья (отливки из чугуна, стали или сплавов цветных металлов).
По назначению формовочные смеси подразделяют на облицовочные и наполнительные. Облицовочные формовочные смеси соприкасаются с жидким металлом и работают в наиболее тяжелых условиях. Их приготовляют из кварцевого песка и глины. Для заполнения объема опоки используют отработанную формовочную смесь (наполнитель).
Изготовление песчано-глинистых форм вручную – процесс малопроизводительный и трудоемкий. Поэтому в современном производстве для выполнения формовочных работ применяются формовочные машины. Они повышают производительность труда рабочих-формовщиков в 10–20 раз.
Литье в металлические формы (кокильное литье). По сравнению с получением отливок в песчано-глинистых формах эта операция более простая и производительная. Металлическая, обычно стальная форма (кокиль) выдерживает тысячи отливок из различных цветных металлов и сплавов. Она имеет внутреннюю полость, соответствующую очертаниям отливки. В домашних условиях или в учебных мастерских кокильные формы можно изготовить из гипса, абразивных камней или из кирпича (см. ниже).
Перед заливкой жидкого металла форму подогревают (до температуры около 80 °C), а стенки внутренней полости смазывают смесью мела, графита и жидкого стекла с водой (для получения более чистой поверхности отливки). Затем в форму заливают жидкий металл. После затвердевания металла форму вскрывают и извлекают из нее отливку.
Литье под давлением. Этот вид литья осуществляют также в металлических формах. Давление на жидкий металл при заполнении формы позволяет отливке воспринять тончайшие очертания формы, уменьшает пористость металла. Заготовки деталей, полученные с помощью литья под давлением, имеют поверхность малой шероховатости и точные (до 0,1 мм) размеры, вследствие чего последующая механическая обработка их или очень незначительна, или совсем не нужна. Металл этих деталей имеет мелкозернистую структуру (результат быстрого охлаждения в форме) и высокую плотность, что повышает прочность деталей.
Литье под давлением позволяет получить детали и изделия сложной конфигурации с отверстиями, резьбой, выступами и т. д. из алюминиевых, медных, цинковых, сплава свинца с оловом и других сплавов.
Центробежное литье. Заливая металл во вращающуюся форму, осуществляют центробежное литье. Под действием возникающих при вращении сил металл прижимается к стенкам формы и, застывая, приобретает конфигурацию, точно соответствующую внутренним ее очертаниям (см. ниже). При этом структура металла получается уплотненной, так как всевозможные металлические включения и газы, образующиеся в процессе заливки жидкого металла, вытесняются ближе к центру вращения. Небольшой слой пористого металла, образующийся на внутренних поверхностях отливки, затем удаляется с помощью механической обработки. Центробежное литье применяют главным образом для получения отливок, имеющих форму тел вращения, например втулок, труб в промышленном производстве и художественного литья: перстней, колье и пр.
Литье по выплавляемым моделям. Вначале изготовляют металлическую модель (эталон) детали из стали или медных сплавов, по которой делают прессформу из легкоплавкого сплава. Затем в полученной прессформе отливают из воска модель будущей детали. Восковую модель и литниковую систему (также из воска) окрашивают погружением в специальную эмульсию.
Для лучшего контакта с формовочным материалом окрашенную поверхность модели припыливают прокаленным при температуре 400–500 °C тонким порошком корунда или кварца и подвергают сушке в течение 4–5 ч при температуре 20 °C, после чего модель с литниковой системой заформовывают в опоке с применением специальной формовочной смеси.
Изготовленная форма сушится при температуре 20 °C в течение 3–4 ч. Далее восковую модель выплавляют в печах при температуре 150 °C с выдержкой в течение 1,5–2 ч и последующим прокаливанием при температуре 800–850 °C. И только после такой длительной подготовки формы в нее заливают жидкий металл, который, затвердевая, образует отливку.
Литье по выплавляемым моделям позволяет получать мелкие детали в изделии сложной конфигурации с высокой точностью размеров (смотри, например, «Каслинское литье»).
Внимание! Это не конец книги.
Если начало книги вам понравилось, то полную версию можно приобрести у нашего партнёра - распространителя легального контента. Поддержите автора!