Автор книги: Илья Мельников
Жанр: Хобби и Ремесла, Дом и Семья
Возрастные ограничения: +12
сообщить о неприемлемом содержимом
Текущая страница: 3 (всего у книги 3 страниц) [доступный отрывок для чтения: 1 страниц]
Специальные виды отделки
Отделка древесины под металлы.Отделку под металлы выполняют тремя способами: металлизацией (расплавлением металла), бронзированием (нанесением металлической пудры) и золочением или серебрением (оклеиванием поверхности соответствующей фольгой).
Золочение и серебрение по дереву применяется только при отделке помещений и мебели специального назначения или в реставрационных работах.
Для приклеивания фольги применяют глютиновые или казеиновые клеи, а также масляные лаки. Золочение и серебрение выполняют при помощи специального инструмента.
Наборный декор. Это орнаментальные или сюжетные рисунки, созданные твердыми материалами, которые прочно соединяются с поверхностью древесины. Материалы, образующие рисунок, врезаются в углубления, подготовленные на обработанной поверхности древесины, или вместе с фоном наклеиваются на поверхность, образуя сплошное наборное покрытие. В зависимости от техники выполнения и применяемых материалов такие покрытия называют мозаикой, инкрустацией, маркетри и наборным облицовыванием.

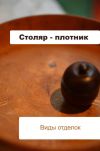
Рис. Инструмент для выполнения мозаичных работ:
а – нож-резак, б – нож-резак со сменными резцами, в – нож-пилка с круглой ручкой, г – нож-пилка с ручкой-колодкой, д – циркуль-резак, е, ж – притирочные деревянные и металлические молотки
Орнаментальный декор.Это украшение поверхности изделий, изготовленных из древесины, узорами, выполненными росписью красками или выжиганием. Роспись выполняется как по древесине, так и по другим материалам. Роспись, используемая при отделке помещений, называется альфреско, а росписи с характерными народными сюжетами и техникой исполнения называют по месту их возникновения (хохломская, петровская, загорская).
Выжигание по деревусостоит в том, что древесина, нагретая до 150-170 °С, обугливается и изменяет цвет от светло-желтого до темно-коричневого. Этот процесс может происходить и вследствие воздействия кислот на древесину. Такое свойство древесины используют для декоративной отделки.
В зависимости от способа выжигания его называют пиротипией(горячее печатание), пирографией(горячее рисование), выжигание открытым огнем или трением древесины о древесину (на токарных станках) и выжигание кислотами. Промышленное значение имеют только пиротипия и пирография, которые применяются при отделке спинок и сидений гнутых стульев и детской мебели.
Рельефный декор. Этот вид декора на поверхности древесины образуют резьбой, выпиливанием и токарной обработкой. Резьба бывает различных видов и способов исполнения. Выделим 5 групп: плосковыемчатая (граверная); прорезная или ажурная; рельефная, выступающая над плоскостью; скульптурная, которая полностью или частично отделена от плоскости; комбинированная. Резьба выполняется специальными инструментами.

Рис. Режущий инструмент для резьбы по дереву:
а – прямая стамеска, б, в, г – отлогая, средняя и крутая полукруглые стамески, д – стамеска-клюкарза, е – стамеска-уголок, ж – стамеска-цезарик, з – стамеска-косяк
Тиснение – это процесс горячего прессования с целью образования на поверхности древесины рельефных рисунков. Тиснение выполняют нагретыми металлическими штампами с выгравированными на них рисунками. Для повышения пластичности древесины перед тиснением ее пропаривают.
Тиснение применяют при изготовлении сидений и спинок гнутых стульев. Тисненые накладки и вставки укрепляют на лицевой поверхности мебели, дверей, панелей, сувениров и др. Они могут иметь конструктивное, функциональное или чисто декоративное назначение. Материал, форма и художественная обработка накладок и вставок разнообразны и, как правило, отвечают стилю и вкусам времени.
Типовые технологические процессы отделки
Технологический процесс прозрачной отделки щитов, облицованных шпоном и покрытых лаком ПЭ-265 по I категории (шероховатость поверхности щитов перед отделкой 9-10 класса):
1) крашение поверхности красителями сухим или полусухим способом, вальцами или вручную;
2) сушка в конвекционной камере при 45-50 °С не менее 10 мин, при 80-85 °С – 5 мин;
3) выдержка для охлаждения до температуры цеха;
4) шлифование сухой шлифшкуркой № 4 и № 3 для снятия ворса на виброшлифовальном станке или вручную;
5) первое лакирование полиэфирным лаком ПЭ-265 на лаконаливных машинах;
6) выдержка при 18-30°С 15-20 мин на стеллажах;
7) второе лакирование полиэфирным лаком ПЭ-265 иа лаконаливных машинах;
8) отвержденне лаковой пленки при 18-30°С не менее 24 ч;
9) шлифование лакового покрытия шкуркой на бумажной основе NN 5, 4, 3 на ленточношлифовальных станках;
10) полирование плоскостей полировальными пастами на барабанных полировальных станках;
11) глянцевание (удаление следов пасты и масла) соответсвующим составом.
Для получения матовой поверхности после операции № 9 выполняют лакирование матовым лаком НЦ-243 на лаконаливной машине и сушку в конвекционной камере или на стеллажах.
Технологический процесс непрозрачной отделки методом налива нитроцеллюлозными эмалями (шероховатость поверхности древесины не ниже 10-го класса, необлицованных древесностружечных плит не ниже 8-го класса):
1) нанесение первого слоя полиэфирной шпатлевки;
2} выдержка при 18-20°С 15-30 мин;
3) нанесение второго слоя шпатлевки;
4) выдержка при 18-20°С 15-20 мин;
5) сушка в конвекционной сушильной камере при 60-70°С 2,5-3 ч;
6) выдержка до температуры помещения;
7) сухое шлифование шкуркой № 6 или № 5;
8) нанесение слоя эмали НЦ-25;
9) сушка в сушильной камере при 40-45°С 25-30 мин или при 18-20 °С 60 мин.
При применении полиэфирных эмалей первые 7 операций аналогичны операциям для лаков НЦ, а процесс нанесения полиэфирных эмалей аналогичен нанесению полиэфирных лаков.
Дефекты отделки и причины их возникновения:
1. Воздушные пузыри на лаковой пленке – большая вязкость лака, очень толстый слой нанесенного лака, форсирование сушки, вспенивание лака во время перекачивания насосами.
2. Невысыхание лака – грунтовка не отвечает лаку; вещества, входящие в состав клеток древесины, не отвечают лаку; не соблюдены пропорции компонентов лака.
3. Неровная лаковая пленка – большая вязкость лака, быстрое ее высыхание, сквозняки в помещении.
4. Кратеры и отверстия в лаковой пленке – загрязненная поверхность (остатки масел, жиров, грязи), очень быстро высушена грунтовка.
5. Потеки – недостаточная вязкость лака, не горизонтально установлены этажерки с деталями.
6. Недостаточная адгезия – повышенная влажность нижнего слоя или воздуха в цехе, толстый слой лака, грунтовка не соответствует лаку.
7. Недостаточный блеск, серые и белые пятна – влажный шпон, чрезмерная влажность воздуха в цехе, недостаточно высушенная грунтовка.
8. Недостаточно твердое покрытие – несоблюдение пропорций компонентов лака при смешивании лака, очень низкая температура в цехе, старый лак.
9. Прижоги пленки – большое давление при шлифовании и полировании нитроцеллюлозных лаков.
Ремонт лакокрасочных покрытий
Ремонт лакокрасочных покрытий на мебельном производстве предусматривает восстановление изношенных покрытий, глянца, удаление трещин, сморщивания, пузырей, потеков, растрескивания, отслоений и т.д.
Механические повреждения заделывают расплавленной с помощью электронагревателя шеллачной палочкой, сушат в течение 1 ч при температуре 18-23°С, шлифуют с охлаждающей жидкостью и сушат в течение 2 ч при той же температуре, затем разравнивают жидкостью РМЕ, выдерживают в течение 12 ч и освежают полировочной водой.
Небольшие дефекты могут быть исправлены нанесением небольшого слоя лака с облагораживанием поверхности.
Кратеры небольших размеров на полиэфирных покрытиях заполняют полиэфирным лаком и закатывают уплотнением с последующей сушкой, шлифованием и полированием.
Потеки нитроцеллюлозных лаков растворяют растворителями, нанесенными на тампоны. Большие потеки, растрескивания и сморщивания нитроцеллюлозной пленки требуют сплошного смывания покрытия и последующего его нанесения. Смывают покрытия, погружая изделия в растворитель или обрабатывая обильно смоченным в растворителе тампоном.
При больших дефектах полиэфирное покрытие необходимо сошлифоватъ и отделать поверхность заново. Местные недошлифовки на покрытии устраняют ручным шлифованием или на станках, темные пятна на непрозрачных покрытиях – шлифованием поверхности с последующим нанесением одного или двух слоев нитроэмали.
Правообладателям!
Данное произведение размещено по согласованию с ООО "ЛитРес" (20% исходного текста). Если размещение книги нарушает чьи-либо права, то сообщите об этом.Читателям!
Оплатили, но не знаете что делать дальше?