Текст книги "Руководство слесаря по замкам"
Автор книги: Билл Филипс
Жанр: Зарубежная справочная литература, Справочники
Возрастные ограничения: +12
сообщить о неприемлемом содержимом
Текущая страница: 11 (всего у книги 18 страниц)
13. Вскрытие замков методом бампинга
Одна из наиболее дискуссионных тем, обсуждаемых среди мастеров-замочников – вопрос, стоит или нет публиковать сведения о технике взлома замков, которая называется бампингом (bumping). В отличие от вскрытия замка отмычкой и метода импрессии, технологию бампинга легко освоить, и она очень эффективна для открывания большинства цилиндровых пиновых замков.
Как открыть замок методом бампинга
Для вскрытия замков с помощью бампинга нужен ключ, входящий в личину на всю длину, и инструмент, которым можно постукивать по головке ключа. Чтобы подготовить ключ (или заготовку) вам потребуется сделать вырезы в соответствующих местах на максимальную глубину. Например, чтобы изготовить ключ для бампинга стандартного замка Kwikset, нужно сделать на всех позициях вырезы номер 6 (6 – это самый глубокий вырез для подобных замков). Во многих замках максимальная глубина соответствует номеру 9. Поэтому иногда ключ для бампинга называют «ключ 999».
Для бампинга вам не потребуется новая заготовка ключа. Подойдет любая заготовка, которая вставляется до конца в личину и имеет вырезы стандартной глубины для данного замка. Самый простой способ сделать ключ для бампинга – использовать станок с дешифратором или фрезерный станок, нарезающий ключи по коду. Если у вас ничего этого нет, то можно изготовить ключ с помощью напильника, калибра и таблиц глубин и позиций вырезов (см. прил. 2). Вы также можете приобрести ключи для бампинга через Интернет.
При изготовлении ключа для бампинга требуется аккуратность, чтобы не сделать какой-либо вырез слишком глубоким. Нужно сточить напильником небольшое количество металла с заплечика (примерно 0,25 дюйма, 6 мм) на бородковой стороне ключа.
При изготовлении ключа методом бампинга нужно добиться, чтобы он входил на всю глубину в личину замка. Затем следует постепенно вытаскивать ключ из замка, пока не раздастся первый щелчок. Далее поворачивая ключ одной рукой, одновременно постукивайте по задней части головки ключа ручкой отвертки, молоточком для бампинга или небольшой киянкой. Постукивать по ключу надо достаточно энергично, чтобы полностью вставить его в личину.
Если личина не поворачивается, то необходимо извлечь ключ, а затем снова вставить его на всю глубину. Затем опять потянуть ключ назад из замка, пока не будет слышен первый щелчок. После этого попытаться повернуть ключ дальше, продолжая постукивать по его головке. Иногда потребуется повторить процедуру несколько раз, пока замок не откроется.
По сути, вскрытие замка ключом с помощью бампинга аналогично действию отмычки или пистолета с отмычками. При ударе по головке ключа нижние пины поднимаются в верхнюю часть цилиндра, на мгновение выстраиваясь по линии вращения, что позволяет личине цилиндра повернуться, если приложен достаточный вращающий момент.
Моральные аспекты использования бампинга
Ключи для бампинга очень легко заказать через Интернет. Одни продавцы требуют подтверждения от покупателей, что они являются мастерами-замочниками, перед тем, как продать ключи для бампинга, но другие продают их кому угодно.
Чтобы взломщик не мог воспользоваться технологией бампинга, нужно быть уверенным, что ключи не продаются всем подряд, а реализуются только слесарям-замочникам. Тогда применение бампинга не будет вызывать столько вопросов среди специалистов.
14. Станки для изготовления ключей
Станок с дешифратором позволяет изготавливать ключи для замка, когда отсутствует оригинальный ключ для копирования. Это возможно, поскольку изготовители замков часто выбивают код ключа на замках и ключах, и специалист-замочник сразу получает всю необходимую информацию для работы.
Если у вас есть код замка, то с помощью напильника и калибра можно сделать ключ вручную, выбрав правильную заготовку. Но станок с дешифратором дает возможность выполнить эту работу быстрее. Некоторые станки также обеспечивают возможность дублирования ключей.
Теория нарезания ключей по коду
Код может быть прямым или косвенным. Прямой код не дает возможности изменить комбинацию замка. Но при наличии прямого кода по нему легко можно изготовить ключ. Недорогие замки, которые продаются в хозяйственных магазинах и супермаркетах, часто имеют прямые коды для своих ключей. Замки лучшего качества снабжены косвенными кодами, которые необходимо преобразовать в прямые коды с помощью книги кодов или специального программного обеспечения, которое продается для специалистов-замочников.
Например, в автомобиле Шевроле 1986 года выпуска указан код замка 1V89. Буква V означает серию номеров для этих автомобилей. Следует искать список серии V, в котором нужно найти код 1V89. Рядом с обозначением 1V89 будет последовательность цифр 322135, которая соответствует кодовой комбинации вырезов ключа.
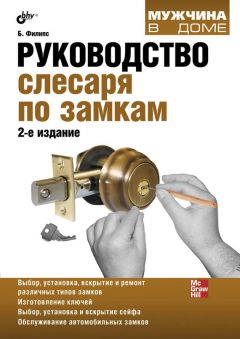
Расположение и глубина вырезовСуществуют два определяющих размера для изготовления ключа по коду: позиция и глубина выреза. Позиция – это место, где расположен вырез на ключе, т. е. расстояние между центрами рядом расположенных вырезов (рис. 14.1). Компонент станка с дешифратором ключа, который определяет место выреза, называется пластиной для разметки позиций.

Рис. 14.1. Размеры типичного автомобильного ключа (С разрешения компании Ilco Unican Corp.)

Рис. 14.2. Переключатель глубины выреза (С разрешения компании Ilco Unican Corp.)
Замечание
Позиции определяются слева направо или от головки (заплечиков) ключа (слева) по направлению к кончику (справа).
Глубина показывает, насколько глубоко нужно делать вырез в лезвии ключа. Каждая глубина имеет определенный размер, который отсчитывается от нижней кромки лезвия ключа.
Чтобы упростить обозначение кодов, каждую глубину идентифицируют одним номером. Например, в серии V есть пять глубин, которые определяются номерами 1, 2, 3, 4 и 5. Для ключа 1V89 вырезами являются 322135, т. е. в ключе нет глубины № 4.
В станке с дешифратором глубину задает переключатель глубины (рис. 14.2). Когда он повернут так, что центр цифры «4» находится напротив индексной отметки, значит, в ключе будет сделан вырез на глубину № 4. Поворот переключателя в позицию «5» будет означать вырезание глубины № 5 и т. д.
При определении вырезов следует обратить внимание на порядок, в котором они расположены. В примере с ключом 1V89 вырезами ключей являются 322135. Первая цифра 3, поэтому вырез глубиной № 3 должен быть сделан в первой позиции, которая является ближайшей к заплечику или головке ключа. Второй вырез имеет номер 2, значит, вырез глубиной № 2 должен быть сделан во второй позиции от заплечика или головки ключа. Последний номер в коде – 5, поэтому вырез глубиной № 5 следует сделать в шестой позиции, которая является самой близкой к кончику ключа.
В некоторых таблицах кодов позиции вырезов расположены в обратной последовательности: начинаются от кончика ключа и идут справа налево. Согласно этим таблицам первым номером в кодовой комбинации должен быть вырез в первой позиции от кончика ключа. Следующие вырезы выполняют последовательно с отсчетом от данной точки.
Предположим, вы сделали вырезы в заготовке от головки до кончика, но изготовленный ключ не может открыть замок. Возьмите другую заготовку и сделайте вырезы в обратной последовательности. После этого ключ должен открыть замок. Если это не так, значит, кодовая таблица не соответствует данному замку или кто-то изменил кодовую комбинацию или замок неисправен.
Станок для нарезания ключей по коду KD80
Станок KD80, выпускаемый компанией Ilco Unican Corporation (рис. 14.3), имеет две функции – нарезание ключей по коду и дублирование. Поскольку станок в основном предназначен для изготовления автомобильных ключей, его можно приобрести с комплектом для нарезания ключей для таких автомобилей, как General Motors, Ford и Chrysler.
Варианты поставки станков KD80:
– базовый станок с набором ключей для Крайслера, AVCE-KD80;
– базовый станок с набором ключей с кодами 5 и 10 для Форда, 01100147;
– базовый станок с набором ключей для GM, 074-00010.
Станок KD80 никогда не используется в "чистом виде". Он должен быть оснащен компонентами, которые объединены в специальные наборы для определенного автомобильного бренда. Например, станок KD80 для нарезания замков General Motors поставляется с компонентами, которые специально изготовлены для нарезания ключей GM. Это блок направляющей ключа, пластина для разметки позиций, переключатель глубины и фреза.
При монтаже станка эти компоненты устанавливаются на KD80 для нарезания ключей по коду для автомобилей GM с оригинальными заводскими размерами. В результате ключи, которые нарезаны по коду, не будут ничем отличаться от оригинальных ключей, поставляемых вместе с замком.

Рис. 14.3. Станок KD80 предназначен для нарезания ключей по коду и для изготовления дубликатов ключей (С разрешения компании Ilco Unican Corp.)
Установка станкаПосле распаковки KD80 устанавливают на прочный рабочий верстак. Крепить станок болтами не требуется, поскольку его 70-фунтовый (30 кг) вес обеспечивает достаточную устойчивость в обычном режиме эксплуатации. Далее нужно присоединить ручку рычага и защитный экран. Затем необходимо уяснить расположение деталей, показанных на рис. 14.3.
После этого следует вставить сетевой шнур в розетку и ненадолго включить станок, чтобы убедиться, что машина находится в рабочем состоянии, а затем снова отключить.
Нарезание ключаПеред изготовлением ключа с помощью KD80 следует убедиться, что станок поставлен с набором компонентов именно той фирмы, для которой вы собираетесь нарезать ключи. Так, при изготовлении ключей GM переключатель установки глубины, направляющая, а также блок диска для нарезания и направляющая ключа с пластиной для разметки позиций должны соответствовать этой марке. На листке бумаги желательно предварительно перечислить все вырезы, чтобы выполнить их в правильной последовательности.
Последовательность операций нарезания ключей.
1. Закрепить пластину для разметки позиций в тисках, которые расположены слева. Затем повернуть калибр ключа вверх и прижать левый палец к заплечику пластины для разметки позиций.
2. Зажать заготовку ключа в тисках, расположенных справа. Следует убедиться, что лезвие заготовки находится в одной плоскости относительно поверхности крепления ключей в тисках и что заплечик заготовки касается правого пальца установочного калибра.
3. Определить параметры первого выреза кодовой комбинации.
4. Повернуть переключатель глубины, чтобы установить число, которое соответствует глубине первого выреза, напротив индексной метки.
5. Включить станок.
6. Переместить рычаг каретки так, чтобы первый вырез пластины для разметки позиций находился под направляющей ключа. Совместить точку направляющей ключа с центральной линией первой позиции на пластине для разметки позиций.
7. Перевести каретку в верхнее положение (поднять рычаг). Продолжить подъем до тех пор, пока центральная линия первой позиции не коснется кончика направляющей ключа. В этой точке фреза сделает вырез на заготовке ключа. Аккуратно переместить каретку из одной стороны в другую, чтобы расширить вырез. Нельзя допускать отклонения направляющей в сторону от нижней части выреза; это может заставить ее «перепрыгнуть» в соседнюю позицию, что приведет к ошибке. Когда вырез расширен, нужно опустить рычаг каретки.
8. Повернуть переключатель глубины так, чтобы установить число, которое соответствует второму вырезу, напротив индексной метки.
9. Переместить рычаг каретки, чтобы второй вырез пластины для разметки позиций находился на одной линии с направляющей ключа. Повторить все то, что вы делали при изготовлении первого выреза.
10. Поднять каретку и продолжить подъем рычага до тех пор, пока центральная линия второй позиции не коснется кончика направляющей ключа. Аккуратно переместить каретку из одной стороны в другую, чтобы расширить вырез. В этой точке фреза сделает вырез на заготовке ключа.
11. Повторить процедуру для каждого последующего выреза. При этом надо поворачивать переключатель глубины, чтобы установить требуемый номер глубины и переместить каретку в позицию с соответствующим номером.
12. После выполнения последнего выреза нужно извлечь нарезанный ключ из правых тисков.
13. Убрать заусеницы с нового ключа, обработав его противоположную часть проволочной щеткой. Не следует делать такую обработку слишком интенсивной и не нужно затрагивать вырезы ключа. Если вы удалите слишком много металла, точность, с которой был нарезан ключ, уменьшится.
Станок с дешифратором KD80 можно перенастроить на нарезание ключей к другим моделям автомобилей, например Chrysler или Ford. Вообще говоря, процедура аналогична. Ключи Chrysler и Ford также обозначают последовательностями кодовых номеров. Серия преобразуется в действительную кодовую комбинацию, которая представляет собой совокупность глубин вырезов. Вырезы изготавливают в соответствии с глубинами и позициями.
Различия заключаются только в реальных значениях глубин и позиций. Позиции у GM не являются точно такими же, как и у Ford. Глубины и позиции Chrysler не совпадают с такими же значениями у GM и Ford. Все они отличаются друг от друга. В результате для каждой марки машины требуются различные пластины для разметки позиций, переключатели глубины и фрезы. Установочный калибр обеспечивает позиционирование ключей по заплечикам.
Если у вас есть комплект станка KD80 для нарезания ключей GM и вы хотите нарезать ключи Chrysler, то нужно заменить блок направляющей и переключатель глубины на те же устройства, но для Chrysler.
Вам также потребуется пластинка для разметки позиций и фреза Chrysler. После того, как установлены нужные детали, можно нарезать ключи для автомобилей Chrysler по процедуре, описанной ранее.
Ключи Ford нарезают с двух сторон лезвия и называют двусторонними. Сначала нарезают одну сторону ключа, а затем другую.
Чтобы зажать в соответствующих тисках двусторонний ключ Ford, установите центральный выступ ключа на верхнюю поверхность тисков и закрепите его тисками. После фрезерования необходимо ослабить тиски и перевернуть заготовку для повторной фиксации. Затем снова установите центральный выступ ключа на верхнюю поверхность губок тисков, как и на первом этапе фрезерования.
Поскольку ключи Ford не имеют заплечиков, то нужно аккуратно совмещать заготовки в тисках по калибру. Для ключей Ford функцию заплечиков выполняет кончик, он и служит для ориентировки.
На станке KD80 предусмотрены два способа совмещения кончиков ключей. Можно использовать сервисный стержень в одном из проемов в тисках, который служит в качестве ограничителя (следует задействовать одну и ту же прорезь на обеих губках) или воспользоваться специальным набором калибров с правой стороны каждой губки тисков. Перед началом фрезерования следует снять сервисный стержень или опустить калибр ключа.
В автомобилях Ford, выпущенных в период с 1965 по 1984 год, установлены пиновые цилиндровые замки, которые имеют пять механизмов секретности и пять вырезов. Обозначения ключей перечислены в кодовых таблицах под номерами от FA000 до FA1863 (зажигание) и от FB000 до FB1863 (вещевой отсек и багажник).
В ключах для некоторых моделей Ford выпуска 1985 и 1986 годов вырезы находятся с одной стороны лезвия. Заготовка, которая нужна для системы с десятью вырезами, несколько длиннее и шире, чем описанная ранее заготовка с пятью вырезами. Хотя эти заготовки внешне похожи, они не взаимозаменяемые.
Быстрый способ измерить заготовки – совместить их кончики и проверить совпадение лезвий по длине. Ключ с десятью вырезами показан на рис. 14.4.

Рис. 14.4. Позиции (слева) и глубина (справа) вырезов, соответствующие коду ключа № 294 E 575: серия вырезов 1, 3, 4, 5 относится к дверному замку, серия вырезов 5, 3, 2, 3, 5, 5 относится к замку зажигания (на обеих сторонах ключа вырезы одинаковые). Стрелками показан отсчет глубины позиций: 1–0,211", 2–0,185", 3–0,159", 4–0,134", 5–0,108" (С разрешения компании Ilco Unican Corp.)
Ключи с десятью вырезами могут управлять одним или двумя дисковыми цилиндрами (в дверном замке или в замке зажигания). В цилиндре замка зажигания используются шесть механизмов секретности в позициях 5, 6, 7, 8, 9 и 10. Эти позиции находятся ближе к кончику ключа. Дверной замок также имеет шесть механизмов секретности в позициях 1, 2, 3, 4, 5 и 6, которые расположены ближе к головке ключа. Заметим, что механизмы секретности в пятой и шестой позициях совпадают в обоих замках.
Система с десятью вырезами применяется в новой серии FC кодовых таблиц, в которых приведены номера от FC100 до 344 (для кодов замков зажигания) и от FC501 до 624 (для кодов дверного замка). В таблице есть пять столбцов, обозначенных A, B, C, D и E. Обозначение ключа состоит из трех чисел, буквы и затем еще трех чисел. Вырезы ключа расположены так, как указано в соответствующих ячейках таблиц.
Чтобы продемонстрировать, как определить комбинацию вырезов, предположим, что у нас есть ключ с номером 294E575. Поскольку в обозначении ключа указана буква «E», следует обратиться к столбцу «E» в таблицах с номерами 294 и 575. В таблице номер 294 надо пройти по столбцу «E» и мы найдем серию цифр 532355, которая представляет собой кодовую комбинацию замка зажигания или фактическую последовательность вырезов в ключе.
После перехода к таблице номер 575 по столбцу «E» определяем номер 1345, который представляет собой комбинацию для дверного замка или код вырезов в ключе. Обе группы чисел вместе окончательно дают серию 1345532355 (см. рис. 14.4).
Далее следует определить направление фрезерования: от головки до кончика (слева направо) или от кончика до головки (справа налево). Это зависит от того, как составлены кодовые таблицы. В заводских таблицах позиции отсчитываются от кончика ключа к головке и первое число в комбинации ключа зажигания соответствует вырезу в первой позиции (которая является самой близкой к кончику ключа). Другие вырезы выполняются вслед за первым. Первая цифра в комбинации дверного замка – это вырез в 7-й позиции, а оставшиеся вырезы выполняют от него последовательно.
Поэтому в соответствии с заводскими таблицами комбинация для ключа 294E575 должна читаться, как 5431553235. По сути оба числа задают одну и ту же конфигурацию вырезов, но при этом важно учитывать направление, в котором делаются эти вырезы (либо справа налево, либо слева направо).
Совмещают ключи тем же самым способом. Нужно поднять малый калибр с правой стороны тисков и вставить конец ключа напротив калибра.
При переходе на изготовление ключей с десятью вырезами нужно заменить пластину для разметки позиций и переключатель регулировки глубины. Один и тот же набор компонентов не подходит для ключей того и другого типа.
Ключи для Merkur можно изготовить на станке KD80 с использованием компонентов FM. Это означает, что пластина для разметки позиций, блок направляющей ключа, фреза и переключатель регулировки глубины должны иметь маркировку FM. Но потребуются некоторые изменения, поскольку размеры замков Merkur и Ford не совпадают.
Ключ Merkur двусторонний, но у него нет заплечика. Поэтому совместить оригинальный ключ и заготовку можно с помощью установочного калибра. На лезвиях заготовок ключей Merkur выбита маркировка "TX".
При зажиме ключа и заготовки в тисках нужно их расположить так, чтобы нижние части находились на одном уровне с нижней частью тисков. Заготовка ключа не должна опираться на верхнюю поверхность губки тисков.
Поскольку в ключе Merkur с каждой стороны есть канавки, то ключ может поворачиваться и смещаться относительно фрезы. Наклон ключа недопустим, поскольку в этом случае результат будет неточным. Чтобы предотвратить возможность наклона ключа, нужно вставить вспомогательный стержень диаметром 1,2 мм в канавку на задней поверхности ключа (рис. 14.5). Кончик вспомогательного стержня должен не доходить до заплечика ключа на 1/8 дюйма (3 мм).

Рис. 14.5. Вставка вспомогательного стержня в канавку на обратной поверхности ключа: вставить стержень в канавку, не доводя его конец до заплечика ключа на 1/8 дюйма (3 мм) и зажать в тисках станка (С разрешения компании Ilco Unican Corp.)
При вставленном стержне нужно зажать ключ в тисках, убедившись, что нижние части ключа и тисков совмещены. Вспомогательный стержень должен оставаться в канавке во время фрезерования, как в оригинальном копируемом ключе, так и в заготовке.
Когда ключи переворачивают для обработки второй стороны, нужно быть особенно внимательным, чтобы не было наклона вперед и назад. Самые нижние точки обрабатываемой стороны должны оставаться напротив нижней части тисков, а горизонтальные линии ключа должны соответствовать горизонтали тисков.
Правообладателям!
Это произведение, предположительно, находится в статусе 'public domain'. Если это не так и размещение материала нарушает чьи-либо права, то сообщите нам об этом.