Текст книги "Руководство слесаря по замкам"
Автор книги: Билл Филипс
Жанр: Зарубежная справочная литература, Справочники
Возрастные ограничения: +12
сообщить о неприемлемом содержимом
Текущая страница: 12 (всего у книги 18 страниц)
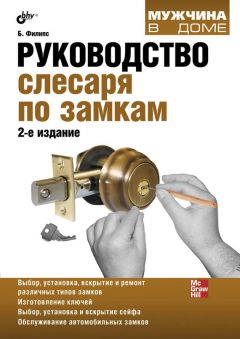
Чтобы настроить станок KD80 с дешифратором на дублирование ключа, нужно просто установить переключатель глубины в нейтральное положение.
На переключателе глубины для ключей GM есть пять позиций, обозначенных цифрами (1, 2, 3, 4 и 5) и две буквы (GM) (см. рис. 14.2). Когда кнопка повернута таким образом, что обозначение «GM» оказывается напротив индексной метки, положение соответствует нейтральной установке. В этом положении конец направляющей ключа находится в той же самой плоскости, что и край фрезы, выставленной в фабричных условиях.
Совмещение направляющей ключа и фрезы обычно называют настройкой. Проверить настройку можно следующим образом. Зажать две заготовки ключей в тисках слева и справа. Затем поднять каретку так, чтобы левая заготовка ключа коснулась конца направляющей ключа. При этом заготовка правого ключа тоже должна коснуться фрезы. Если на правой заготовке нет касания, то нужно перемещать направляющую ключа вперед или назад до тех пор, пока обе заготовки не соприкоснутся (рис. 14.6).

Рис. 14.6. Регулировка положения направляющей ключа относительно фрезы (С разрешения компании Ilco Unican Corp.)
Чтобы отрегулировать положение направляющей ключа, надо ослабить винт фиксации глубины (винт со шлицем) и повернуть винт регулировки глубины на 1/8 оборота или меньше в зависимости от ситуации. Затем винт фиксации глубины необходимо затянуть. Когда настройка выполнена правильно и переключатель глубины находится в нейтральном положении, станок KD80 готов к дублированию ключей.
Зажать исходный ключ в левых тисках и заготовку ключа в правых. Правильно совместить оба ключа по линии заплечиков с помощью калибра. Убрать установочный калибр в сторону, включить станок и переместить каретку рычагом для того, чтобы изготовить дубликат ключа. Перемещать рычаг следует плавно и равномерно. Избегайте рывков и резких движений, поскольку они могут привести к повреждению станка.
При изготовлении двусторонних ключей Merkur следует совместить заплечики исходного ключа и заготовки по калибру. При установке ключей потребуются вспомогательные стержни. Перевернув ключ для нарезки второй стороны, нужно убедиться, что нет перекоса вперед или назад. Самые нижние точки обрабатываемой стороны должны оставаться вровень с нижней частью тисков, а горизонтальные линии ключей должны соответствовать горизонтали тисков.
ФрезаКак и к большинству режущих устройств, к фрезам следует относиться бережно. Чистка с жесткими абразивными материалами может привести к выходу фрезы из строя очень быстро. При работе с фрезой нужно прикладывать равномерное усилие и выполнять фрезерование только тех материалов, для которых был спроектирован режущий инструмент (латунь, латунь с никелевым покрытием или нейзильбер).
В нормальных условиях эксплуатации фреза должна вращаться по направлению к нижней части (если смотреть на фрезу с позиции оператора). Не следует менять направление вращения фрезы.
Чтобы заменить фрезу, надо зафиксировать вал станка, вставив стержень в отверстие, и ключом отвинтить гайку крепления фрезы (рис. 14.7).
Поскольку гайка фрезы имеет левостороннюю резьбу, то снять ее можно, повернув по часовой стрелке. После установки на вал новой фрезы следует убедиться, что все гайки затянуты.

Рис. 14.7. Фиксация вала фрезы стержнем и снятие крепежной гайки (С разрешения компании Ilco Unican Corp.)
Станок для нарезания ключей по коду Exacta
Станок для изготовления ключей Exacta, выпускаемый корпорацией Ilco Unican Corporation, имеет механический дешифратор, который называется штампом для ключей. Он выбивает (штампует) вырезы в ключе, а не вытачивает их. Поскольку этот станок полностью механический, он очень полезен для выполнения заказов в полевых условиях.
Станок Exacta требует минимального обслуживания; единственная опасность для него – это грязь и главное требование – содержать механизм в чистоте. Нужно мягкой щеткой чистить прорезь для вставки ключа, вставку ключа и блок вырубного пресса, чтобы содержать эти важные детали в чистоте без накопления стружки и пыли. Время от времени надо очищать пластиковую коробку для стружки. Смазывать станок не требуется, поскольку все трущиеся детали оснащены постоянной смазкой.
Подготовка к работеПоследовательность подготовки станка Exacta к работе (см. номера деталей на рис. 14.8).
1. Выбрать правильный переключатель глубины (P-10), пластину для разметки позиций (P-11), вставку ключа (P-12) и заготовку ключа согласно вашему справочнику кодов.

Рис. 14.8. Детали станка для изготовления ключей Exacta: P-10 – переключатель глубины (для различных ключей обозначается разными буквами A, B и т. п.); P-17 – фиксатор пластины для разметки позиций; P-18 – блок каретки; P-11 – пластина для разметки позиций (для ключей различных производителей обозначаются разными номерами 100, 101 и т. п.); P-19 – пластмассовый короб; P-12 – вставка для ключа (для ключей различных производителей отличаются по номерам 1, 2 и т. п.); P-20 – рычаг; P-21 – фетровые подкладки (4 шт.); P-13 – блок пуансона и матрицы; P-22 – рычаг каретки; P-14R – блок направляющей заплечика (правая сторона); P-23 – винт фиксации рычага; P-14L – блок направляющей заплечика (левая сторона); P-24 – крепежный винт матрицы; P-15 – блок рычага выставления позиций; P-25 – винт фиксации переключателя глубины; P-16 – фиксатор переключателя глубины (С разрешения компании Ilco Unican Corp.)
2. Собрать переключатель глубины, насадив его на ось и закрепив фиксатором. Вставить винт и завинчивать его до тех пор, пока переключатель не будет установлен напротив заплечика.
3. Установить пластину для разметки позиций путем смещения установочного винта и поворота его в положение, в котором он будет удерживаться стопором.
4. Сдвинуть вставку ключа в прорезь в каретке с правой или с левой стороны каретки в соответствии с инструкциями вашей книги кодов.
5. Для изготовления каких-либо ключей должен быть установлен блок пуансона и матрицы (P-13). Выбрать требуемые пуансон и матрицу по справочнику кодов. Снять рычаг (P-20), освободив и сняв фиксатор рычага (P-23) и крепежный винт матрицы (P-24). Вытащить блок пуансона и матрицы. Установить блок пуансона и матрицы в таком положении, чтобы передняя плоская часть матрицы была расположена точно параллельно каретке. Затянуть винт (P-24). Установить рычаг и винт крепления рычага (P-23).
Работа на станкеПри нарезке ключей Exacta нужно выполнить следующие действия.
1. Установить рычаг (P-15) в крайнее левое отверстие пластины для разметки позиций (P-11).
2. Поставить переключатель глубины (P-10) в крайнее положение по часовой стрелке.
3. Вставить заготовку ключа в каретку (P-18) с той же стороны, с которой находится вставка (P-12), или в соответствии с инструкциями справочника кодов.
4. Установить заготовку ключа одним из трех способов:
– используя в качестве направляющей левый или правый заплечик;
– продвинув кончик ключа до упора на вставке;
– установив заплечик ключа напротив вставки в соответствии с указаниями справочника кодов.
5. Зафиксировать заготовку ключа в каретке, повернув ее рычаг. Следует убедиться, что заготовка выровнена по вставке (P-12). Не прилагайте большие усилия к рычагу, поскольку это может затруднить перемещение каретки.
6. Вернуть направляющую заплечика в положение упора напротив боковой стороны каретки.
7. Установить рычаг установки позиции (P-15) в положение «1» на пластине для разметки позиций.
8. Установить нужную глубину переключателем глубины.
9. Нажать на рычаг (P-20), чтобы сделать вырез.
10. Вернуть переключатель глубины в крайнее положение по часовой стрелке перед началом перемещения рычага в следующую позицию.
11. Установить рычаг выставления позиции в следующие нужные положения и повторить описанную процедуру для всех вырезов.
12. Когда все вырезы будут выполнены, нужно вернуть рычаг установки позиции в крайнее левое положение пластины для разметки позиций.
13. Ослабить крепление рычага каретки и извлечь ключ.
14. Для ключей с вырезами на двух сторонах нужно повторить эту процедуру для второй стороны.
15. Для ключей, которые устанавливаются только с правой стороны: вставив ключ с левой стороны, переместить рычаг установки позиции (P-15) в крайнее правое отверстие пластины (P-11).
Станок для дублирования ключей по коду Framon DC-300
Производимый компанией Framon Manufacturing Co., Inc. станок DC-300 (рис. 14.9) создан, прежде всего, для нарезания автомобильных ключей по коду или для их дублирования. Станок оснащен кулачками для выставления глубины и ключами для установки позиций.

Рис. 14.9. Станок Framon DC-300 сконструирован для нарезания автомобильных ключей по коду и для изготовления их дубликатов (С разрешения компании Framon Manufacturing Co., Inc.)
Базовая комплектация станка на момент поставки включает один кулачок и пять ключей для установки позиций. Кулачок № 1 установлен на заводе-изготовителе и имеет глубины для нарезания ключей для 5-пиновых замков Ford, для 10-пластинчатых замков Ford, American Motors, Chrysler и General Motors. Каждый из пяти ключей для установки позиций пронумерован как для идентификации, так и для указания числа позиций вырезов для каждого производителя. В комплект поставки также входит регулируемый торцевой ключ (ключ Аллена) и руководство по эксплуатации.
Станок поставляется с приводом от сети переменного тока 110 В или от источника постоянного тока 12 В.
Режущая головкаРежущая головка станка DC-300 опирается на прецизионные необслуживаемые подшипники для обеспечения точности и продолжительного срока эксплуатации. Фрезы изготовлены из инструментальной стали М3 и точно сконфигурированы для большинства автомобильных ключей.
СтанинаСтанина имеет две пары тисков. Левые тиски предназначены для фиксации заготовки. В правых тисках удерживается ключ для установки позиций, когда нарезание осуществляется по коду, и исходный ключ при его дублировании (рис. 14.10 и 14.11).
Все ключи-шаблоны для установки позиций крепят в правых (или направляющих) тисках, а ключи, которые изготавливают по коду или дублируют – в левых тисках (или тисках со стороны фрезы).

Рис. 14.10. Нарезание ключей по коду с помощью шаблона позиций и заготовки (С разрешения компании Framon Manufacturing Co., Inc.)

Рис. 14.11. Изготовление дубликата ключа с использованием оригинального ключа и заготовки (С разрешения компании Framon Manufacturing Co., Inc.)
Заготовки автомобильного ключаБольшинство заготовок автомобильных ключей не имеют заплечиков снизу и должны вставляться в направляющие тиски так, чтобы кончик ключа находился напротив имеющегося упора в тисках. Заготовки ключей с нижними заплечиками нужно вставлять так, чтобы заплечик находился внизу напротив правой стороны направляющих тисков (рис. 14.12). Ключ-шаблон для установки позиций всегда следует вставлять так, чтобы кончик ключа дошел до упора в направляющих тисках.

Рис. 14.12. Закрепление в тисках ключей с нижним заплечиком (слева) и без него (справа) (С разрешения компании Framon Manufacturing Co., Inc.)
Кулачки и стойка кулачкаКак было сказано ранее, станок Framon DC-300 поставляется с установленным кулачком № 1. Этот кулачок пригоден для изготовления всех автомобильных замков в США, включая Ford 10-пластинчатый, Ford 5-пиновый, American Motors, Chrysler и General Motors.
Шесть остальных кулачков с шагом изменения глубины от 0,0138 до 0,040 дюймов (0,35…1,0 мм) можно заказать отдельно. На задней поверхности каждого кулачка нанесен номер. Глубина № 1 общая для всех кулачков и на любом кулачке служит для дублирования ключей.
Чтобы заменить кулачок, надо ослабить фиксатор на правой задней стороне стойки кулачка, извлечь штифт кулачка, передвинуть и вытащить кулачок. Вставить новый кулачок в паз, вдавить штифт кулачка на его место, а затем затянуть фиксатор кулачка (рис. 14.13).
Замечание
На задней стороне кулачка установлена волнистая шайба. Не забывайте сменить ее при каждой замене кулачка.

Рис. 14.13. Чтобы сменить кулачок, нужно ослабить фиксатор (С разрешения компании Framon Manufacturing Co., Inc.)
Стойка кулачка и направляющаяНаправляющая ключа в стойке кулачка подпружинена, чтобы обеспечить хороший контакт с вырезами ключа-шаблона для установки позиций (при нарезании по коду) или оригинального ключа (при дублировании). Эта система позволяет выполнять прямые вырезы.
Регулирующие кольца на направляющем валу определяют глубину вырезов. Если в ключах сделаны слишком мелкие вырезы, нужно увеличить глубину, повернув кольцо против часовой стрелки. Если вырезы в ключах слишком глубокие, нужно уменьшить глубину, повернув кольцо по часовой стрелке. Для поворота кольца надо ослабить установочный винт на краю кольца и затянуть его после настройки. Не следует затягивать установочный винт слишком сильно.
Нарезание ключей по кодуЧтобы изготовить ключ для автомобиля General Motors с кодом 3V86 и комбинацией вырезов 133545, нужно выполнить следующие операции:
1. Вставить заготовку ключа в левые тиски так, чтобы кончик заготовки дошел до упора в тисках.
2. Установить ключ-шаблон № 14 в правые тиски так, чтобы его кончик был в контакте с упором правых тисков (рис. 14.14).

Рис. 14.14. Крепление ключа-шаблона в тисках с правой стороны (С разрешения компании Framon Manufacturing Co., Inc.)

Рис. 14.15. Монтаж кулачка на стойке (С разрешения компании Framon Manufacturing Co., Inc.)
3. Вставить кулачок № 1 в стойку кулачка и повернуть кулачок так, чтобы вырез № 1 General Motors был совмещен с направляющей меткой в верхней части стойки кулачка (рис. 14.15).
4. Следует поднять станину таким образом, чтобы направляющая была совмещена с вырезом № 1 на ключе-шаблоне для установки позиций, затем продолжить поднимать станину до тех пор, пока фреза не коснется ключа и не будет сделан вырез.
5. Повернуть кулачок в позицию выреза № 3 и аналогично сделать следующие вырезы.
6. Повернуть кулачок в позицию выреза № 5 и сделать вырез в позициях № 4 и № 6.
7. Повернуть кулачок в позицию выреза № 4 и сделать вырез в позиции № 5 по ключу-шаблону для установки позиций. Изготовление ключа завершено.
Ключи для установки позицийНа ключах для установки позиций каждый вырез пронумерован по порядку – от головки до кончика. Это дает возможность оператору делать вырезы той же самой глубины в желаемом месте на любом ключе без изменения установок кулачка.
Каждый ключ для установки позиций пронумерован в соответствии с представленной схемой. Компания Framon может предоставить ключи для установки позиций для кодов любых необходимых серий; в наличии есть более 250 ключей для установки позиций.
Дублирование ключейДля того чтобы дублировать ключи с помощью станка DC-300, нужно выполнить следующие действия.
1. Вставить заготовку ключа в левые тиски так, чтобы ее кончик дошел до упора в тисках.
2. Закрепить оригинальный ключ в правых тисках, продвинув кончик до упора.
3. Повернуть кулачок в положение выреза № 1 (вырез № 1 на любом кулачке соответствует дублированию ключей).
4. Установить направляющую в каждый вырез оригинального ключа. При изготовлении каждого выреза нужно поднимать станину, упирая ее в вырез, и повторять операцию, пока не будет завершено изготовление ключа (рис. 14.16).

Рис. 14.16. Установить направляющую в каждый вырез на исходном ключе (С разрешения компании Framon Manufacturing Co., Inc.)
Если заготовка и оригинал ключа имеют нижний заплечик, то ключи нужно вставлять в тиски так, чтобы заплечик находился внизу в тисках с правой стороны. В противном случае следует использовать упор для кончика.
СмазкаНа стержень станины можно нанести небольшое количество очищенного масла. Избыток масла следует удалить. Если направляющая требует смазки, то надо снять кулачок, вдавить направляющую в обратном направлении, вытащить стопорное кольцо в задней части направляющего вала и извлечь вал. Смазать детали необходимым количеством масла и собрать установку в обратном порядке.
Плунжер глубины под направляющим валом подпружинен и будет извлечен сам по себе после снятия направляющего вала. После этого стержень можно смазать маслом.
Станок Borkey 989 Top-Cut
Поставляемый компанией DiMark International станок Borkey 989 Top-Cut (рис. 14.17) позволяет нарезать прямые и изогнутые дорожки, а также изготавливать луночные ключи по образцу или по коду.

Рис. 14.17. Станок Borkey 989 Top-Cut предназначен для нарезания ключей различных типов по коду и для изготовления дубликатов этих ключей (С разрешения компании DiMark International)
Замена фрезыЧтобы извлечь фрезу, надо вставить пальцевый пуансон, который есть в комплекте поставки, в отверстие над патроном фрезы. Далее следует, прочно удерживая пальцевый пуансон (рис. 14.18), ослабить нижнюю гайку, повернув ее влево ключом из комплекта поставки. Фреза выпадет из нижней части. Вставить новую фрезу в патрон и вдавить его вверх до упора. Затянуть гайку, поворачивая ее вправо. Необходимо убедиться, что гайка прочно затянута.

Рис. 14.18. Детали станка Borkey 989 Top-Cut: 1 – выключатель подсветки; 2 – выключатель станка; 3 – рычаг вертикального перемещения каретки (регулировка рычага осуществляется отвинчиванием болта с шестигранным углублением в головке); 4 – устройство фиксации вертикальной каретки; 5 – выставление-копирование глубины (отвинтить фиксирующее устройство 6, винт 5 повернуть вправо для уменьшения глубины выреза или влево для увеличения глубины выреза, зафиксировать винтом 6); 6 – фиксатор устройства выставления глубины; 7 – винт-регулятор (этим винтом надо коснуться оригинального ключа перед нарезанием); 8 – встроенная опора кодового стержня; 9 – встроенная опора щупа; 10 – фиксатор щупа; 11 – цанговый патрон для сверла/фрезы (инструмент: разводной ключ 17 мм, штырь 4 мм); 12 – удерживающий зажим (устройство безопасности для фиксации так называемых ключей «two track»); 13 – зажим-фиксатор поворотной опоры; 14 – штурвал поперечного перемещения каретки; 15 – опора с зажимом для заготовки; 16 – опора с зажимом для образца (оригинального ключа); 17 – вертикальная каретка; 18 – горизонтальная каретка (свободно проворачивается под действием натяжения пружины, натянутая с помощью винта 19, который перемещается поворотом рифленого колесика 14); 19 – фиксирующее устройство поперечного перемещения каретки; 20 – рычаг для горизонтального перемещения каретки; 21 – место для запасных частей (фреза, сверло, щуп) (С разрешения компании DiMark International)
Извлечение направляющейКлючом ослабьте гайку, находящуюся выше направляющей, повернув ее влево на пол-оборота. После этого направляющую можно снять, сместив ее вниз. Вставить новую направляющую в патрон-цангу до упора и затянуть прочно гайку.
Фиксирующая гайка, которая находится выше направляющей, имеет заводскую установку, поэтому нет необходимости каким-то образом ее настраивать. Оператор не должен регулировать этот механизм, за исключением тех случаев, когда получены специальные инструкции от представителей завода-производителя.
Изготовление луночных ключейУстановить ключ и направляющую, следуя инструкциям, которые приведены ранее.
Снять дисковые держатели ключа с верхней части обеих губок и положить их в безопасное место. Установить заготовки ключей в обе пары тисков.
В соответствии с рис. 14.19 следует ослабить нижний фиксатор (6) и повернуть верхний фиксатор (5) против часовой стрелки на два или три оборота, чтобы отменить ранее сделанные установки. Повернуть винт (7) по часовой стрелке на два-три оборота, чтобы поднять направляющую выше фрезы. Опустить блок фрезы/направляющей так, чтобы фреза слегка касалась заготовки. Прочно затянуть левую барашковую гайку (4), чтобы фреза слегка касалась ключа. Поворачивать винт (7) до тех пор, пока направляющая всего лишь коснется левого ключа, затем вращение следует прекратить.
Удерживая фиксатор (6), повернуть винт (5) по часовой стрелке, не прилагая большого усилия. Повернуть фиксатор (6) по часовой стрелке, чтобы зафиксировать выполненную настройку. Ослабить блок фрезы/направляющей таким образом, чтобы он пошел обратно вверх.
Повернуть станок, чтобы проверить глубину. Фреза должна всего лишь коснуться правой заготовки ключа, когда блок фрезы/направляющей понижается. Он должен сделать небольшую метку, а не настоящий вырез. Если глубина слишком велика или мала, то надо полностью повторить описанные действия.
После того как глубина задана правильно, вы можете установить направляющую в подпружиненное состояние, повернув винт (7) против часовой стрелки на несколько оборотов. Если нет необходимости в подпружиненном состоянии, то просто отрегулируйте винт (7).
Проверить угол губок тисков, чтобы быть уверенным, что они находятся в правильном положении для ключа, который нужно нарезать. Обычно требуемый угол соответствует позиции «0». Чтобы наклонить губки тисков, надо ослабить большой барашковый винт справа сзади. Перемещайте губки, пока защелка не покажет цифру "0".
Продолжить нарезать ключ по образцу или по вырезам в ключах. Большая барашковая гайка на правой стороне каретки дает возможность отрегулировать каретку так, чтобы фреза находилась вблизи линии резания на левой или правой сторонах ключей. Поскольку каретка обладает самоцентрированием, она должна найти центр разреза для каждого из вырезов на ключе. Вы можете, например, выполнить все вырезы слева от центра на одной стороне, затем повернуть ключ и сделать все вырезы слева на противоположной стороне, не перенастраивая каретку на выполнение вырезов справа.
Чтобы заблокировать перемещение каретки слева направо и выполнить неглубокие вырезы по центру, следует удерживать направляющую и фрезу в глубоком вырезе на этой стороне ключа и зафиксировать каретку черным винтом с круглой головкой, который находится справа от основной ручки каретки.
Правообладателям!
Это произведение, предположительно, находится в статусе 'public domain'. Если это не так и размещение материала нарушает чьи-либо права, то сообщите нам об этом.