Автор книги: Феликс Рудик
Жанр: Техническая литература, Наука и Образование
сообщить о неприемлемом содержимом
Текущая страница: 12 (всего у книги 20 страниц)
Глава 12
Теория изнашивания и надежности оборудования
12.1. Общие сведения
Самая ранняя теория трения была сформулирована французским ученым Амонтоном в 1699 году, она впоследствии была названа механической теорией трения. По ней сила трения зависит от упругих и пластических взаимодействий неровностей:

Формула № 112.
где f – коэффициент трения, определяемый выражением:

(где S – напряжение среза, с – постоянная величина (с=3), σт – напряжение текучести материала);
N – нормальная нагрузка, Н.
В 1785 году французский физик развил механическую теорию трения, добавив в выражение (109) силу адгезионного схватывания.

Формула № 113.
В последующем английский физик Боуден предлжил более сложную формулировку силы трения, включив в нее площади контактируемых поверхностей:

Формула № 114.
где Fс – сопротивление срезу контактируемых поверхностей, Н;
Fп – сопротивление пластическим явлениям между контактируемыми поверхностями, Н;
θ – касательное напряжение среза, Н/м2;
Т – сопротивление пластической деформации, Н/м2;
S и Sф – соответственно площадь фактического контакта и поперечного сечения, м2.
В 1935 году русский ученый Б. В. Дерягин предложил молекулярную теорию трения:

Формула № 115.
где f Sф P0 – адгезионное трение;
Р0 – удельная сила молекулярного взаимодействия;
f Sф P – механическое трение;
Р – удельное давление.
В 1946 году И. Г. Крагельский разработал молекулярно-механическую теорию трения:

Формула № 116.
где τмех – механическая составляющая силы трения;
τмол – молекулярная составляющая силы трения;
α и β – постоянные коэффициенты.
В 1952 году профессор Дубинин А. Д. сформулировал энергетическую теорию трения, по ней молекулярно-механическая теория трения дополняется еще и законом энергий и их превращений. При передвижении одного тела по другому происходит непрерывное превращение энергии поступательного движения в энергию волновых и колебательных движений частиц в местах их контакта. В результате этого протекают термоэлектронные, акустические и прочие явления, усложняющие картину трения.
12.2. Классификация видов трения
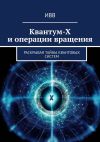
В связи с многообразием явлений, сопутствующих перемещению поверхностей друг относительно друга приняты следующие виды трения (рис. 128).

Рис. 128. Виды трения.
Трение покоя – пока тела не перемещаются друг относительно друга, сила сопротивления их перемещению равна нулю и постепенно возрастает по мере приложения внешних нагрузок, стремящихся сдвинуть их.
Трение движения наблюдается тогда, когда внешние нагрузки начинают превышать сопротивление тел перемещению друг относительно друга.
Трение качения характеризуется условиями, когда скорости соприкасающихся деталей в точках их касания одинаковы по значению и по направлению.
Сила трения качения определяется по формуле, выведенной Кулоном:

Формула № 117.
где fт. к – коэффициент трения качения, зависящий от упругих свойств материала;
R – радиус цилиндра, м;
Р – сила взаимодействия поверхностей, Н.
Трение скольжения характеризуется условиями, когда скорости соприкасающихся деталей в точках касания различны по значению и направлению, либо только по значению, либо только по направлению.
Трение качения с проскальзыванием описывается процессами, характерными для трения качения и скольжения, протекающими одновременно. Примером этого вида трения является трение, происходящее при работе зубчатого соединения.
По характеру протекающего процесса трение подразделяют на трение без смазки, граничное и жидкостное трение.
Трение без смазки – это трение двух тел при отсутствии на соприкасающихся поверхностях смазочного материала. В чистом виде практически отсутствует.
Граничное трение наблюдается тогда, когда между соприкасающимися деталями имеется слой смазывающей жидкости, имеющей свойства, отличные от объемных.
У жидкости свойства, отличные от объемных, проявляются при толщине смазывающей жидкости менее 0,1 мкм.
Это сложный вид трения и он, большей частью наблюдается в начальный момент перемещения пары трения. Он должен протекать ограниченное время, так как при продолжительном действии смазывающая жидкость, у которой отсутствуют объемные свойства, находясь в расщепленном состоянии, легко проникает в поверхностные микронеровности деталей и по межкристаллитным границам образует микротрещины, ведущие при эксплуатации к интенсификации процесса изнашивания и повреждениям.
Жидкостное трение – это вид трения, когда между соприкасающимися поверхностями имеется слой смазывающей жидкости с объемными свойствами.
Слой смазывающей жидкости исключает активный взаимный контакт поверхностей деталей, протекает внутреннее трение самой жидкости.
Для определения силы вязкого сдвига в нагруженной части подшипника профессором Н. П. Петровым в 1883 году сформулирован закон:

Формула № 118.
где η – абсолютная вязкость смазывающей жидкости, Н · с;
θ – относительная скорость перемещения трущихся поверхностей, м/с;
S – площадь поверхностей соприкасающихся тел, м2;
hопт – оптимальная толщина слоя смазывающей жидкости, м.
Профессор Казарцев В. И. в 1940 году сформулировал закономерность для определения оптимального зазора между поверхностями деталей, при котором соблюдается жидкостное трение:

Формула № 119.
где d – диаметр вала, м;
n – частота вращения вала, мин–1;
k – удельное давление, Н/м2;
с – поправка на конечную длину подшипника.

Максимально допустимый зазор определяется выражением:

Формула № 120.
где δ – величина, зависящая от неровностей поверхности соприкасающихся деталей и размера абразивных частиц.
Для определения величины минимальной толщины смазывающей жидкости для обеспечения жидкостного трения учитывается смещение осей вала и подшипника, т. е. относительный эксцентриситет X.

Рис. 129. Схема для определения минимального слоя смазывающей жидкости.
Относительный эксцентриситет определяется выражением:

где е – абсолютный эксцентриситет, м;
S – величина зазора между валом и подшипником, м.
Из рисунка 129 следует, что минимальная толщина смазывающей жидкости соответствует равенству:

тогда

Формула № 121.
12.3. Физическая суть изнашивания
Техническое состояние оборудования характеризуется двумя состояниями – физическим и моральным.
Физический износ – результат постепенного или внезапного материального разрушения элементов оборудования, вследствие чего оно перестает удовлетворять предъявляемым ему требованиям.
Физический износ, проявляемый при эксплуатации, называется износом первого вида и при бездействии – износом второго вида.
Это распределение по видам позволяет четко характеризовать суть процессов, протекающих в элементах оборудования в функции времени его эксплуатации или хранения.
Физический износ первого вида порождается от всех видов нагрузок на детали и другие элементы оборудования. Нагрузки интенсифицируют процесс изнашивания и как следствие вызывают износы, приводящие в течение времени к потере работоспособности.
Физический износ второго вида возникает от воздействия внешних и внутренних явлений в деталях оборудования, протекающих в течение длительного времени (коррозия, схватывание, релаксация остаточных напряжений, дислокационных процессов, превращение остаточного аустенита и пр.). Количественно физический износ оценивается в процентах, при этом 0 % – состояние новой машины, 100 % – отработавшая установленный ресурс.
Чаще всего величину физического износа оценивают исходя из затрат на воспроизводство работоспособности оборудования:

Формула № 122.
где Ср – стоимость ремонта анализируемого оборудования, руб.;
Св – стоимость полного воспроизводства оборудования на момент определения величины физического износа с учетом обесценивания вследствие появления новых более производительных машин, руб.;
Δ – остаточный ресурс оборудования на момент определения величины физического износа.
Оценкой величины физического износа оборудования возможно решение не только задачи необходимости замены оборудования на новое, а также и вопрос экономической целесообразности ее ремонта.
Очевидно, что в случае если αф – 100, целесообразность ремонта оборудования может быть обусловлена только конъюнктурными соображениями.
Моральный износ обуславливается уменьшением стоимости действующего оборудования под влиянием технического прогресса.
Моральный износ оборудования подразделяется на две формы.
Моральный износ первой формы проявляется при утрате действующей стоимости по мере того, как оборудование той же конструкции начинает воспроизводиться дешевле.
Моральный износ второй формы проявляется при обесценивании действующего оборудования вследствие появления новых, более совершенных конструкций.
Характерным для морального износа является то, что при высоких темпах технического прогресса он может достигнуть своего предельного состояния задолго до достижения предельного физического износа.
Оценочным критерием морального износа является коэффициент понижения стоимости оборудования вследствие технического прогресса:

Формула № 123.
где С – первоначальная стоимость оборудования, руб.;
Св – стоимость воспроизводства оборудования с учетом его обесценивания вследствие появления новых конструктивных решений, технологий, а также из-за уменьшения стоимости воспроизводства аналогичного оборудования.
В общем виде техническое состояние оборудования вследствие воздействия физического и морального износов оценивается выражением:

Формула № 124.
12.4. Закономерности износов
Исходя из представленного ранее материала, физический и моральный износы можно характеризовать воздействием на детали и пары трения физическим и химическим полями при внешнем трении твердых частиц о твердое тело в среде жидкости, газа и их консистенций. Потери массы деталей вследствие этого взаимодействия достигают до 50 % их первоначальной массы.
Профессором Костецким Б. И. расширена теория вопроса процесса изнашивания. Наряду с уже известными видами им было обосновано незаметное, долговременное воздействие на изнашивание кислорода и водорода.
Окислительное изнашивание, возникающее при взаимодействии деталей с окружающей средой, сопровождается процессом поверхностного поглощения водорода. Это ведет к проникновению в решетку материала ионов водорода, изменяющего межатомные связеи, образованию межкристаллитных трещин, усугубляющих процесс изнашивания. Исходя из этого, при нагружении трением имеют следующие виды разрушений и повреждений (рис. 130).

Рис. 130. Виды повреждений и разрушений.
Процессы изнашивания деталей сопровождаются сложными физико-химическим явлениями и многообразием влияющих на них факторов и исходя из этого создана единая классификация видов изнашивания (рис. 131).
По этой классификации установлены следующие определения.
Изнашивание – это процесс постепенного изменения размеров или состояния поверхности в результате воздействия различных сред (трение, пластическая деформация, окисление и пр.).
Механическое изнашивание – это процесс, возникающий при механическом воздействии деталей пар терния, в результате чего, изменяется их форма, размеры, объемы без существенных физических и химических изменений.

Рис. 131. Классификация видов изнашивания.
Механическое изнашивание подразделяется на шесть видов изнашивания.
Абразивное – это результат изнашивания под действием царапающего или режущего воздействия твердых абразивных частиц по поверхностям трения.
Абразивное изнашивание – наиболее активный вид изнашивания и наблюдается в парах трения, в которых отсутствуют смазывающие среды, в чистом состоянии в оборудовании перерабатывающей отрасли практически не встречается.
Физически абразивный износ оценивается отношением значения твердости материала детали Н к твердости абразивных частиц Н:

Формула № 125.
Гидроабразивное и газоабразивное изнашивание отличаются от абразивного тем, что процесс изнашивания протекает в жидкости или газе, являющихся смазывающим средами, абразивные частицы увлекаются потоком жидкости или газа и выводят их из зон трения.
Этот вид изнашивания значительно меняет картину изнашивания и минимизирует величину износа вследствие возможности постоянной очистки смазывающих сред.
Усталостное изнашивание – это результат взаимодействия поверхностей трения или отдельных их участков вследствие повторного упругого деформирования микрообъемов материала, приводящего к возникновению субмикротрещин, микротрещин и как следствие трещин и отделению частиц.
Усталостное изнашивание имеет тенденцию постепенного накапливания, зависит от удельных давлений в паре трения, частоты циклов нагружения, размеров, формы и свойств материала деталей.
Цикл нагружений характеризуется максимальным и минимальным нагружениями и определяет амплитуду нагружений:

Формула № 126.
Величина средних нагружений определяется выражением:

Формула № 127.
Важным показателем, характеризующим усталостное изнашивание, является коэффициент ассиметрии цикла:

Формула № 128.
Сопротивление усталостному изнашиванию металлов в справочной литературе обозначается символом σ-1 и, исходя из этого, уже на стадии конструирования пары трения при выборе материала деталей данному показателю следует уделять особое внимание.
Характер и последствия усталостного изнашивания проявляются по-разному на твердых и мягких поверхностях. На закаленных поверхностях наблюдаются явные разрушения в виде трещин и сколов, а на незакаленных поверхностях протекает процесс пластической деформации с образованием микроваликов, а с течением времени к изменениям размеров, формы и разрушениям деталей.
Эрозионное изнашивание возникает вследствие поверхностного разрушения детали в результате воздействия потока жидкости или газа.
Кавитационное изнашивание относится к гидроэрозии и обуславливается процессом образования пузырьков воздуха (холодное кипение) в движущейся жидкости с последующим их сокращением, отрывом и выбросом в зоне пониженного давления. Отрыв пузырьков воздуха, называемых еще локальными гидравлическими иглами, с поверхности сопровождается вырывом с поверхности детали частиц материала, вследствие чего на ней образуются «оспины».
Различают общую кавитацию, протекающую за счет понижения давления в общем потоке жидкости, и местную – за счет локального (местного) падения давления в потоке жидкости.
Молекулярно-механическое изнашивание возникает в результате одновременного воздействия механических видов изнашивания и молекулярных или атомарных сил на поверхность детали.
Изнашивание при заедании возникает в результате схватывания двух взаимодействующих поверхностей, глубинного вырывания металла, переноса при этом его с поверхности одной детали на другую и в итоге активного воздействия неровностей на работу пары трения.
При трении скольжения с малыми скоростями перемещения поверхностей и при удельных давлениях, превышающих предел текучести материала, наблюдается схватывание первого рода.
При трении скольжения с большими скоростями перемещения и при значительном удельном давлении происходит нагрев деталей сопровождаемый вырывами с поверхностей материала с последующим его «налипании» на сопрягаемой поверхности, имеет место схватывание второго рода.
Коррозионно-механическое изнашивание обуславливается трением поверхностей при химическом взаимодействии металла с окружающей средой.
Окислительное разрушение наблюдается при наличии на поверхности трения окислительной пленки, возникающей от воздействия на металл кислорода.
Изнашивание при фреттинг-коррозии наблюдается при малых колебательных перемещениях деталей друг относительно друга. Для развития фреттинг процесса достаточны смещения от 1 до 100 мкм. Такие колебания вызываются вибрациями, изгибами и скручиваниями деталей, а также возвратно-поступательными перемещениями.
Процесс фреттинг-коррозии развивается в три стадии:
• вначале наблюдается упрочнение за счет наклепа поверхностей, сопровождаемого окислением и разрушением;
• во второй стадии протекает процесс накопления усталостных повреждений поверхностного слоя с продолжением процесса и разрушения окисных пленок;
• в третьей стадии происходит окончательное разрушение поврежденных усталостным и окислительным процессами разрыхленных зон.
Интенсивность фреттинг-коррозии находится в прямой зависимости от частоты и амплитуды циклов перемещений деталей.
Оценочные показатели процесса изнашивания
В виду того, что величина износа и время, в течение которого он происходит, зависят от множества факторов. Процесс изнашивания подчинен случайным вероятностным закономерностям и оценивается следующими показателями.
Скорость изнашивания – отношение величины износа ко времени, в течение которого он произошел:

Формула № 129.
Интенсивность изнашивания – отношение величины износа к обусловленному пути, на котором происходил процесс изнашивания:

Формула № 130.
Износостойкость – свойство материала сопротивляться изнашиванию в определенных условиях трения.
Относительная износостойкость – отношение износостойкости испытуемого материала к износостойкости материала, принятого за эталон при их изнашивании в одинаковых условиях:

Формула № 131.
Исходя из того, что средняя толщина изнашиваемого слоя зависит от средней высоты неровностей (шероховатости) поверхностей пары трения математическое ожидание величины износа определятся выражением:

Формула № 132.
где Uпр – величина предельного износа, мм;
Rа – шероховатость поверхности, мм;
μ – постоянная величина.
Дисперсия наработки до достижения предельной величины износа:

Формула № 133.
12.5. Факторы, влияющие на интенсивность изнашивания
Абразивному изнашиванию подвергается подавляющее большинство деталей и проявляется он в двух формах – под действием поля и под действием среды. Исходя из этого, профессором Хрущовым М. М. выведены закономерности износа.
Величина износа при прочих равных условиях прямо пропорциональна пути трения:

Формула № 134.
Величина износа при прочих постоянных условиях не зависит от скорости трения, т. е. скорость изнашивания прямо пропорциональна скорости трения:

Формула № 135.
где с – коэффициент пропорциональности;
Р – нагрузка на детали пары трения, Н;
θ– скорость трения, мм/с.
Величина трения при прочих равных условиях прямо пропорциональна величине нормальной нагрузки:

Формула № 136.
Относительная износостойкость технически чистых металлов в ненаклепанном состоянии прямо пропорциональна их твердости:

Формула № 137.
где b – коэффициент пропорциональности;
Н – показатель твердости металла.
Для неконструкционных и некоторых легированных марок сталей относительная износостойкость возрастает линейно с увеличением твердости:,

Формула № 138.
где ε0 – относительная износостойкость стали в отожженном состоянии;
b' – коэффициент, зависящий от химического состава стали;
Н0 – показатель твердости металла в отожженном состоянии.
Относительная износостойкость механически наклепанных сталей при соотношении твердости материала Нм к твердости абразива На меньше 0,6 не зависит от твердости, определенной после образования наклепа или ненамного снижается с ее повышением.
При увеличении отношения:

износостойкость отклоняется от линейной функции твердости.
Для двойных металлических сплавов существует зависимость между относительной износостойкостью и модулем упругости:

12.6. Характеристики и модели отказов оборудования
При эксплуатации оборудования возникающий поток отказов переводит его из работоспособного в неработоспособное состояние. Параметры потока отказов Wi(t) (/= 1, 2, 3,-, п элементов, входящих в состав изделия) характеризуются суммой величин постоянной, обусловленной внезапными отказами Wi(1) и возрастающей в связи с наработкой Wi(2)(t):

Формула № 139.
При изменяющейся плотности потока отказов время до появления очередного отказа подчинено распределению Вейбулла. При этом для каждого элемента оборудования целесообразно составить перечень наиболее вероятных и существенных повреждений и отказов, обосновать методы их обнаружения и устранения.
Отказы классифицируются по признакам, причинам возникновения и методам их устранения, и они подразделяются на восемь категорий.
По характеру – здесь превалирующими считаются отказы, возникающие:
по внезапности – обуславливаются всевозможными открытыми дефектами, чаще всего происходящими по причине несоблюдения технологических режимов изготовления, пор и трещин материала, а также резкого ухудшения условий работы оборудования;
по постепенности – происходящего в течение длительного периода времени по причине протекающего процесса изнашивания, старения, релаксации остаточных напряжений, снижения динамической прочности и коррозионной стойкости деталей.
По месту возникновения:
• отказ, появляющийся в детали по причине нарушения технологических режимов обработки, резкого повышения динамических нагрузок и пр.
• в сборочной единице, характеризующейся изменением условий смазки с последующими изменениями зазоров;
• отказы в элементе оборудования возникают чаще всего по причине несовпадения пооперационных переходов, изменения приводных характеристик приводных станций и пр.
По причинам возникновения отказа:
• конструктивные – возникают по причине конструктивных недоработок на стадии проектирования оборудования;
• производственные – проявляются из допущенных технологических ошибок при производстве и сборке деталей;
• эксплуатационные – обуславливаются несоблюдением режимов, установленный нормативно-технической документацией на эксплуатацию оборудования.
По проявлению отказа:
• разрушительный – связанный с появлением микротрещин, местных вырывов металла, глубоких задиров;
• неразрушительный – обнаруживаемый дефекто-структуроскопи ческими методами.
По связи с происшедшим отказом деталей сопряженных элементов:
• независимый – когда отказ одной из деталей не ведет к повреждению сопряжения;
• зависимый – когда отказ одной из деталей ведет к повреждению сопряжения.
По частоте появления отказа и его влиянию на смежные элементы:
• периодический – повторяющийся через определенные периоды времени. Он характеризуется возможностью прогнозировать момент появления неисправности и своевременно устранить ее;
• апериодический – в практике сложно поддающийся прогнозированию его появления и зависящий от множества факторов;
• первичный – он проявляется за счет нарушения условий сборки, после проведения установленных регулировок отказ может перейти в одну из двух предыдущих групп;
• вторичный – обусловленный отказом сопряженных элементов.
По степени опасности для состояния здоровья обслуживающего персонала:
• опасный;
• безопасный.
По последствиям отказов:
• тяжелый – характеризуется возникновением аварийной ситуации, ведущей к невосстанавливаемым повреждениям оборудования или нанесением ущерба здоровью обслуживающего персонала;
• экономический – проявляется финансовыми потерями, повышающими себестоимость выпускаемой продукции;
• легкий – отказ, устраняемый без остановки оборудования или с остановкой на краткий период времени, чаще всего связанный с необходимостью его устранения;
• частичный – характеризуется отказом элементов оборудования, устраняемым путем их замены;
• полный – характеризуемый потерей работоспособности по причине выработки установленного ресурса.
Правообладателям!
Это произведение, предположительно, находится в статусе 'public domain'. Если это не так и размещение материала нарушает чьи-либо права, то сообщите нам об этом.