Текст книги "Домашний мастер"

Автор книги: Владимир Онищенко
Жанр: Хобби и Ремесла, Дом и Семья
сообщить о неприемлемом содержимом
Текущая страница: 19 (всего у книги 26 страниц)
Трубы
Стальные водонапорные трубыВода в квартиры, на садовые участки подается по стальным трубам, которые различаются по диаметру условного прохода (ДУ), то есть по номинальной величине внутреннего диаметра, в мм. Для квартирных водопроводных труб он обычно составляет 15 мм (соответственно наружные диаметры таких труб равны приблизительно 21,5 и 26,8 мм). На трубах с ДУ, равным 15 мм, нарезают резьбу 1/2 (такие трубы называют полудюймовыми). На трубах с ДУ, равным 20 мм, – резьба 3/4. Подобные трубы бывают неоцинкованными («черными») и оцинкованными. На черных иногда четко выступает продольный сварной шов.
Сегодня разводка водопроводной сети чаще всего выполняется металлопластиковыми трубами, хорошо зарекомендовавшими себя при разных условиях эксплуатации. Их можно смонтировать открыто, а можно замуровать в стены или стяжку. Надежность труб особенно высока, если они прокладываются единым отрезком (без соединений) от точки водоразбора (коллектора) до точки водопотребления (сантехприбора).
Стабильная работа современных сантехнических приборов и бытовой техники невозможна без регулировки напора воды и обеспечения ее очистки от механических загрязнений. Для этих целей применяют запорную арматуру, фильтры грубой очистки и редукторы давления. Редукторы давления позволяют не только уберечь дорогостоящую сантехнику от гидроударов и повышенного давления (более 5 атм), но и установить одинаковое давление в холодной и горячей квартирных магистралях.
Редукторы располагают после фильтров грубой очистки. Как правило, изначальное давление колеблется в диапазоне от 0,5 до 6–7 атм. Оптимальные для работы сантехники показатели (3–4 атм) выставляются с помощью встроенного манометра. Регулировка осуществляется посредством маховика или винта, имеющегося в корпусе редуктора. Некоторые редукторы устанавливаются в один корпус с фильтром.
В случае, когда давление в сети мало (ниже 0,85 атм), можно порекомендовать монтаж на вводе в квартиру так называемого повышающего насоса. Но учтите, что установка насоса требует обязательного согласования в соответствующих инстанциях.
Правильная работа канализационных линий не требует использования дополнительного оборудования. Однако надо помнить, что трубы, отводящие стоки, необходимо укладывать с уклоном (1,5–4 %) в сторону стояка. При достаточно длинной трубе это может вызвать трудности, ведь незаметно ее не проведешь и под стяжкой не спрячешь.
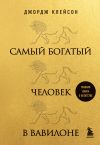
И наконец, отметим, что для монтажа сантехнических приборов все чаще стали применяться специальные каркасные конструкции с необходимыми фитингами (рис. 8). Эти устройства ускоряют монтаж, гарантируют качество работы систем, но главное – дают возможность размещать приборы не только на стенах или в непосредственной близости от них, но и в любом другом месте. А в результате планировку ванной комнаты и туалета удается сделать необычной.
Секреты правильного выбораКонечно, при сантехработах желательно использовать продукцию известных фирм-производителей. Непрофессионалу трудно сориентироваться в огромном количестве труб и предметов оборудования, представленных на рынке (особенно если учесть, что предлагается великое множество подделок). Чтобы не купить кота в мешке, необходимо знать хотя бы некоторые параметры нужных вам изделий.



Рис. 8. Фитинги для стальных труб: а – прямой угольник; б — переходной угольник; в – прямой тройник; г – заглушка; д – переходной тройник; е – тройник с двумя переходами; ж — прямая крестовина; з — футорка; и – переходная крестовина; к — крестовина с двумя переходами; л – самодельная заглушка из трубы; м — муфта из чугуна; н – муфта пластмассовая; о — переходник сварной; п – муфта переходная; р — контргайка; с — бочонок.
Давление в квартирных стояках холодного и горячего водоснабжения может достигать 10 атм при температуре 70–80 °C (обычно эти цифры меньше). Так что все оборудование должно быть рассчитано на параметры, характерные для сети вашего дома. Поинтересуйтесь, на какое рабочее давление и какую рабочую температуру рассчитаны шаровой кран, редуктор давления, трубы, фитинги. В целях унификации и во избежание ошибок при монтаже для холодной и горячей магистралей лучше купить одинаковое оборудование (хотя, приобретая устройства в расчете на разные температуры, можно добиться экономии до 10 %).
В большинстве случаев металлопластиковые трубы рассчитаны на рабочую температуру 95 °C при давлении 10 атм и являются универсальными, то есть могут применяться как для холодного и горячего водоснабжения, так и для отопления.
Коллекторы выпускаются как со встроенными запорными кранами, так и без них, они могут иметь отводы на две, три и четыре линии. При большем количестве линий предлагается коллекторы свинчивать друг с другом.
В качестве запорной арматуры чаще всего используют шаровые краны. Обычно они рассчитаны на давление не менее 35 атм при максимальной рабочей температуре 95 °C.
При выборе фильтров обратите внимание на диаметр ячеек сетки или картриджа. В квартирах обычно используют фильтры с ячейками не более 100 микрон.
Счетчики расхода воды можно использовать любые, рассчитанные на применение в системах или холодного, или горячего водоснабжения. Главное, чтобы они были сертифицированы соответствующими органами. Обязательное условие – наличие в сопроводительном паспорте прибора печати с датой поверки.
Приобретая насос для повышения давления (если он необходим), обратите внимание на такой параметр, как напор, создаваемый насосом (измеряется в метрах). Для справки, 10 м напора эквивалентны давлению в 1 атм.
Монтаж
В процессе монтажа системы обычно заменяются стояки горячего и холодного водоснабжения, а при необходимости и канализационный стояк. Однако не забывайте, что любое вмешательство в инженерные сети дома требует обязательного согласования в соответствующих инстанциях. Заготовки новых стояков, как правило, выполняются заблаговременно, а затем монтируются за 1–2 часа. В городских квартирах новые стояки обычно изготавливаются из стальных оцинкованных труб. Стояки желательно заменять полностью, от пола до потолка. Все отводы лучше делать сварными. Рекомендуется производить заготовки стояков на полуавтоматическом сварочном оборудовании с использованием метода «двойного шва» (один сварной шов накладывается поверх другого). При этом обеспечивается высокая герметичность соединений и срок службы всего изделия не менее 25 лет.
Шаровой кран на водовводе в квартиру необходимо ставить непосредственно на отвод от стояка, а не после старого вентиля отечественного производства с резиновой прокладкой и набивным сальником. Нередко этот вентиль не срезают, а ставят шаровой кран после него, что позволяет не отключать воду во всем доме на время монтажа. Но впоследствии ненадежный старый вентиль может потечь. И, если от воды пострадают соседи ниже, тогда хлопот и финансовых затрат будет неизмеримо больше.
Сборку резьбовых стыков лучше производить с использованием льноволокна (в просторечье – лен или пакля) с использованием уплотнительной пасты. Сейчас в продаже подобных паст достаточно много. Можно также использовать специальные уплотнительные нити.
После окончания монтажа стояков сварные и резьбовые стыки необходимо загрунтовать и затем «одеть» в теплоизоляцию. Теплоизоляция препятствует образованию конденсата на трубах, тем самым предотвращая их коррозию.
Отдельная тема – замена канализационного стояка. Чугунный канализационный стояк с расколотыми фасонными частями и разгерметизировавшимися стыками – не очень приятный «подарок» новоселу. К тому же такой стояк зачастую не позволяет осуществить перепланировку санузла. Обычно чугунный стояк заменяют полипропиленовым. Старый удаляется полностью, от пола до потолка, причем у потолка оставляют отрезок длиной около 10 см, на который затем надевается специальный переходник «чугун-полипропилен». Он включает в себя полипропиленовый патрубок и комплект из двух уплотняющих прокладок специальной формы.
Замену канализационного стояка нужно производить сразу же после монтажа стояков холодного и горячего водоснабжения, пока они еще не заполнены водой. Это позволит избежать слива большого объема канализационных стоков с верхних этажей. Предпочтительное время работ – с 10 до 15 часов, в период наименьшей загруженности канализационного стояка.
Стояки горячего и холодного водоснабжения не рекомендуется замуровывать, поскольку это сделает их практически непригодными для ремонта. Их следует по возможности размещать в сантехническом шкафу.
Следующий этап работ – разводка труб к каждой точке водопотребления. При разводке по коллекторной схеме удобно пользоваться модульными или модульными комбинированными коллекторами (коллектор со встроенными запорными кранами). Это позволяет вводить сантехприборы в эксплуатацию по мере их установки, а также перекрывать воду отдельно для каждого прибора (например, при его выходе из строя), не воздействуя на работу всей системы.
Разводку канализационных труб необходимо выполнять с соблюдением уклонов в сторону стояка, по возможности избегая резких поворотов. Для стиральной машины надо установить сифон (гидрозатвор), который исключит проникновение канализационных запахов в прибор и помещение.
Значительная часть современных приборов требует подключения не только к воде, но и к электричеству. Это гидромассажные ванна и кабина, стиральная и посудомоечная машины и другое. В таких случаях должен использоваться электрический кабель, предназначенный для применения во влажных помещениях (например, в трехслойной изоляции) и имеющий необходимое (указанное в инструкции к оборудованию) сечение. Все приборы следует подключать через устройство защитного отключения (УЗО) с током срабатывания не более 30 мА и обязательно заземлять. Только выполнение этих условий гарантирует вашу безопасность и качественную работу техники на долгие годы.
Схема подключения сантехприборов:
1. Стояк холодного или горячего водоснабжения.
2. Шаровой кран.
3. Фильтр грубой очистки воды.
4. Редуктор давления.
5. Насос (при его установке редуктор не ставится).
6. Счетчик расхода воды.
7. Коллектор.
8. Слив в канализацию.
Обработка материалов
Разметка
Разметка – операция по перенесению формы и размеров изделия с чертежа или рисунка на его поверхность. Различают плоскостную (контуры рисунка лежат в одной плоскости), пространственную (линии наносят в нескольких плоскостях или на нескольких поверхностях) и разметку по образцу или шаблону.
Размечают для того, чтобы из материалов, расходуемых на заготовки для деталей, получилось как можно меньше отходов. Иначе говоря, разметка необходима для получения заготовки с минимальным припуском на обработку ручным или электрифицированным инструментом.
Для разметки и проверки точности обработки заготовок и деталей используют специальные и универсальные приспособления – рулетку, угольник, складной метр, малку, уровень, циркуль, рейсмус, отвес, шило.
Рулетка предназначена для линейных измерений и грубой разметки материалов, складной метр — для любых измерений по ширине и толщине (он должен быть металлическим или деревянным; пользоваться матерчатой рулеткой или портновским метром не следует, так как они растягиваются и разметка может оказаться неточной).
Угольник применяется для проверки или разметки угла в 90°. Деревянная или металлическая малка служит для измерения угла по образцу и перенесения его на заготовки. Уровнем проверяют горизонтальное и вертикальное расположение поверхностей.
Отвес служит для проверки вертикальности конструкций.
Для разметки параллельных линий используют рейсмус, для перенесения размеров на заготовки и для очерчивания круглых разметок служит циркуль.
Разметочные линии рекомендуется наносить простым карандашом. У цветных карандашей мягкий грифель, и они быстро ломаются; линии, нанесенные химическим карандашом, при смачивании поверхности неизбежно размываются, в результате чего загрязняется заготовка. На чистую выстроганную поверхность линии разметки можно нанести шилом. На доски или другие длинномерные материалы линии наносят шнуром-отбивкой, причем на светлых деталях следует отбивать углем, на темных – мелом.
ШаблонДля более быстрой и точной разметки рекомендуется использовать шаблоны, представляющие собой различные по размерам и форме заготовки из древесины, фанеры, пластика, листового металла (стали, дюраля, латуни) с нанесенными на них точными размерами. Также шаблоны можно изготовить самому. При их изготовлении следует учесть необходимость плотной посадки. Расчерчивая карандашом или шилом риски на детали, нужно следить, чтобы острие карандаша или шила было плотно прижато к кромке металлического шаблона. Это отличие тем больше, чем толще металл шаблона и чем толще шило или карандаш. Целесообразно, выполняя шаблоны для пары «шип – проушина», при большом количестве соединений сделать пробные шип и проушину в натуре и затем внести соответствующие изменения в шаблоны.
Сложные шаблоны снабжают специальными упорами и другими устройствами для установки и фиксации на размечаемых заготовках.
КопирПрибить брус к неровной поверхности, например к стене рубленного дома так, чтобы поверхности бруса и бревен соприкасались плотно, без щелей, не так просто. Работа облегчится, если применить простейший копир. Заточите конец линейки и просверлите в ней несколько отверстий. Приложив деревянный брус к поверхности, с которой он должен сопрягаться, можно произвести разметку и точно обработать брус.
Рейсмус с круглыми палочками, выпускаемый промышленностью, неудобен, так как при наладке каждый раз приходится поворачивать их в соответствии с осью колодки. Поэтому реймус лучше усовершенствовать – заменить палочки на квадратные, разделав стамеской круглое отверстие на квадратное. Более удобен рейсмус с продольным клинком. К прижимной плоскости колодки рекомендуется привинтить латунную пластинку. При изготовлении новой колодки рейсмуса целесообразно просверлить отверстия под планки на механическом станке. Это обеспечит их строгую параллельность. Царапки лучше выполнить из винтов, закрепив их в заранее просверленные отверстия с небольшим натягом. Конец винта обрабатывают на призму с небольшим округлением. Это позволяет получить четкие риски без разрыва волокон, что случается при царапках, выполненных из гвоздей. Простой рейсмус с переменными размерами разметки можно сделать из бруска твердой древесины и шурупов, которые вворачивают в торец бруска и с помощью линейки устанавливают расстояние, необходимое для нанесения риски.
При разметке параллельные линии можно наносить и с помощью угольника: в нем сверлят отверстия возле определенных отметок, вставляют карандаш и, перемещая угольник, делают разметку.
Проверка деревянного угольникаПри обработке древесины применяются деревянные угольники и угольники с металлической линейкой – пером. Угольник с металлическим пером можно использовать сразу после проверки. Деревянные угольники после покупки нужно просушить в течение 2–3 месяцев в комнате и проверить.
Вначале проверяют внешний угол деревянного угольника, приставляя его внешний угол к внешнему углу металлического угольника. Обнаруженные у деревянного угольника выступы притирают шлифовальной шкуркой. Для проверки внутреннего угла деревянный угольник прикладывают этим углом к внешнему углу металлического угольника, а между соприкасающимися поверхностями помещают копировальную бумагу, которая окрасит выступающие неровности внутреннего угла. Затем эти неровности притирают шлифовальной шкуркой средней зернистости.
Для проверки деревянного угольника можно воспользоваться упрощенным способом. Нанесите на бумагу или доску основную прямую линию и, приставив к ее середине угольник, проведите перпендикулярную линию. Затем переверните угольник и приставьте к середине основной линии с другой стороны – угольник должен совпасть с ранее нанесенной перпендикулярной линией.
Для различных по размеру деталей необходимо иметь два-три угольника разного размера, со сторонами 30, 20 и 10 см. Обычно мастера изготавливают угольники сами, для прочности оклеив по кромке рейкой из темного твердого дерева – получается красивый и надежный инструмент. Лучшая древесина для угольника – клен, для рейки – мореный граб. Металлические угольники хотя и очень точны, но тяжелы, а поэтому неудобны. Но все же следует иметь в своем арсенале один такой угольник с пером 15–20 см для проверочных работ.
На металлической линейке угольника часто стирается шкала делений. Чтобы избежать этого, обработанное ацетоном полотно линейки окрасьте белой или красной нитрокраской, после чего протрите линейку тканью. С полотна линейки краска снимется, а в углублениях цифр и рисок останется. Так вы получите четкую шкалу делений.
Перенос эскиза на заготовкуЭскизы орнаментальных композиций выполняют на плотной бумаге в натуральную величину, причем одновременно изготовляют и эскиз-трафарет. Рисунок с эскиза-трафарета переводят на поверхность древесины так называемым способом припороха.
Складывают лист плотной бумаги вдвое или вчетверо, в зависимости от того, сколько осей симметрии будет иметь орнамент. На одной ее четверти рисуют часть будущего узора. Затем прокалывают толстой иглой или шилом по контуру рисунка все два (четыре) слоя бумаги. На развернутом листе бумаги образуется симметричный орнамент из точечных проколов. Прикрепив полученный трафарет клеем или кнопками к доске-заготовке, припорашивают контуры узора тряпичным тампоном, наполненным красителем (синькой, толченым углем, молотым графитом или печной сажей), который проникнет через проколы, и после снятия трафарета на поверхности заготовки останется четкий пунктирный рисунок. Чтобы во время работы рисунок преждевременно не стерся, контуры орнамента обводят простым карандашом.
Пиление древесины
Пиление представляет собой процесс резания древесины на части с образованием между ними зазора – так называемого пропила. Древесину разделяют на части специальными многорезцовыми инструментами – ручными и механизированными пилами. Пила имеет вид ленты, полотна или диска с нарезанными на их краях зубьями (резцами).
К ручным пилам относятся двуручные, лучковые, ножовки (широкая и узкая), обушковая пилка, наградки и лобзики.
Двуручные пилы применяют для грубого распиливания лесо– и пиломатериалов поперек волокон (ранее использовали специальные двуручные пилы и для продольного раскроя). Лучковые пилы с разными полотнами применяют для распиливания материала поперек, вдоль и под углом к волокнам древесины, запиливания шипов и проушин, спиливания концов «на ус», точной торцовки брусков. Широкие ножовки используют для пиления широких досок поперек волокон, запиливания шипов и проушин, узкие – для распиливания тонких пиломатериалов, выпиливания криволинейных деталей и выполнения сквозных пропилов. Ножовку с обушком употребляют для распиливания мелких деталей, точной торцовки, неглубоких пропилов, зарезания «на ус». Наградку используют главным образом для пропиливания пазов и прорезей на определенную глубину. Специальная наградка, мелкие зубья которой расположены по изогнутой выпуклой линии, служит для раскроя шпона. Лобзики разных размеров применяют для выпиливания мелких деталей из тонких дощечек, фанеры, кости и других материалов, а также для выпиливания отверстий в центральной части доски или щита.
При пилении древесины ручными пилами полотно совершает возвратно-поступательные прямолинейные движения при неподвижной заготовке, а зубья срезают стружку (опилки) и выносят ее из закрытого пропила. В результате пиления образуются плоские или криволинейные боковые поверхности и дно.
В зависимости от профиля и углов заточки зубьев пилы предназначаются для поперечного (поперек волокон), продольного (вдоль волокон) и смешанного (универсальные инструменты) пиления.
Поперечной двуручной пилой работают вдвоем. Древесину кладут на подставку (стол, козлы), намечают место пропила, после чего на это место устанавливают пилу. Начинать пилить надо серединой пилы, а когда средние зубья углубятся в древесину, постепенно доводят размах пилы до всей ее длины. При пилении не следует сильно нажимать на пилу, так как иначе она может застрять в пропиле.
Лучковая пила – один из основных режущих инструментов столяра. Состоит она из стакана (лучка) и закрепленного в нем тонкого пильного полотна. Натяжение полотна осуществляется с помощью тетивы и планки или проволокой с резьбой на конце, куда завинчивают гайку-барашек. Во избежание сгибания стоек пилы нужное натяжение полотна устанавливают непосредственно перед работой, а после выполнения операции его опять ослабляют. Чтобы лучше следить за местом резания и обеспечить возможность делать длинные пропилы, полотно инструмента перед натяжением целесообразно повернуть по отношению к станку на 30–40°. Полотно пилы должно быть прямолинейным, без перекоса и хорошо натянутым.
Пилят не спеша, но уверенными движениями; при спешке распил получается неровным. Пиление ведется по разметке с припуском на последующую обработку. Главное при распиле – максимально точно следовать линиям разметки.
Наибольшее сопротивление работе пилой создает трение боковин полотна о стенки пропила. Чем толще заготовка, тем уже следует брать полотно или тем больший развод[1]1
Развод пил – поочередное отгибание ее зубьев вправо и влево, необходимое для избежания заклинивания полотна в пропиле.
[Закрыть] оно должно иметь. Если для полотна нет свободного хода в пропиле, им трудно управлять и пилу уводит в сторону. Очень толстые заготовки перепиливают вкруговую по точной разметке. При раскрое вдоль при малейшем зажиме следует в пропил вставлять распорные клинышки. Точность линии резки зависит от ровности линии зубьев, равномерности их развода и остроты.
При движении на себя пила углубляется в древесину мало, но зато не прыгает в сторону и полотно легко удержать суставом большого пальца или ногтем на месте. При движении от себя пила врезается в древесину, но может двигаться в сторону из-за усилий продольного изгиба. Поэтому для точного запила пиление следует начинать движением на себя, повторяя его столько раз, сколько потребуется для обозначения ясной и точной линии резки и только после этого начинать пиление. Если начать пиление от себя, можно не попасть точно по разметке или отщепить ребро заготовки. Следить за точностью начала пиления необходимо также из-за того, что при точном прямоугольном пропиле будет значительно меньше работы по отторцовке.
Необходимо помнить, что чем тоньше деталь, тем мельче должны быть зубья пилы. Поэтому для отпиливания мелких штапиков или планок можно рекомендовать шлицевую пилку для металла, но работать ею в стусле – специальном лотке, который используется для распиливания пиломатериалов под нужным углом. При распиливании тонкой клееной фанеры ножовку следует держать с минимальным наклоном к поверхности листа и прикладывать усилие только при движении на себя. Движение от себя должно быть холостым. Такой прием избавляет от отщепов и соскакивания пилы с намеченной линии.
Края фанеры или столярной плиты при распиле поперек рубашечного слоя не будут скалываться, если место распила предварительно смочить водой. Если при раскрое пила сошла с линии метки и уходит в сторону, следует отвести ее назад, разработать пропил движением пилы на месте и направить ее по метке. Исправлять линию резки за счет выгибания полотна не рекомендуется.
Если при отпиливании доски вы ошиблись на 2–3 мм в большую сторону, то для исправления ошибки сложите распиленные части, подложите под них доску и прижмите к ней струбцинами обе части. Снова пилите по нужному месту, и лишние миллиметры будут сняты.
Наибольшую сложность представляет распиливание очень толстых заготовок, в частности твердого дерева. Сложность заключается в необходимости выдерживать прямолинейный распил. В таких случаях применяют специальную пилу с очень широким полотном (10–12 см) и мелкими зубьями (3–4 мм). Изготовить ее можно из половины двуручной пилы, переточив зубья на меньший размер прямоугольной формы и переклепав ручку. Заготовку в таком случае вставляют в стусло.
Несмотря на разметку, при пилении по риске вручную довольно трудно добиться большой точности; особенно это касается сопрягаемых под углом или нескольких однотипных деталей. Поэтому-то в данном случае также часто применяют стусла. В бортах стусла сделаны точные пропилы под углом 90° и 45°, по которым и движется полотно пилы. Заготовка при этом опирается на один из бортов в зависимости от характера пропила и направления пиления.
Хотя на первый взгляд коробовое стусло точнее уголкового, все же предпочтение следует отдать уголковому, так как оно не ограничивает ширины детали. В коробовом же стусле деталь к ближней стенке практически не прижимается из-за того, что зубья пилы несимметричны и отжимают деталь к заднему борту стусла; передний борт служит лишь для направления полотна. Намного удобнее работать, если ширина коробового стусла соответствует аналогичному параметру заготовки.
В ходе эксплуатации направляющие пропилы в стенках стусла, изготовленного из древесины, изнашиваются и точность обработки снижается. Этого можно избежать, если пользоваться распиловочным ящиком со сменными колодками для направляющего пропила.
Чтобы отпиленная часть не отломилась и не повредила нижнего ребра, ее следует придерживать рукой и в конце пиления пилу вести только на себя. В стусле пиление удобнее и точнее, опасность откола исключена. Длинномерные доски при распиливании опирают на верстачные подставки (служки).
Чтобы распилить полированную доску, не раскрошив ее поверхность, нужно предварительно по линейке процарапать резаком в лаке канавку по линии распила. Резак для этой цели можно изготовить из обломка ножовочного полотна. При прорезании канавки резак нужно нажимать легко, чтобы лак снимался тонким слоем. Ширина канавки должна быть на 1–1,5 мм шире, чем развод зубьев у ножовки.
Если лак нанесен на доску с обеих сторон, нужно прорезать две канавки и только потом распиливать. Распилить вдоль круглую палку можно с помощью шаблона, изготовленного из металлической трубки.
Лобзик хоть и относится к пилам, на самом деле сильно отличается от других видов пил.
Пилку этого инструмента крепят в рамке так, чтобы вершины зубьев были направлены в сторону рукоятки. Для натягивания полотна рамку необходимо сжимать.
При выпиливании заготовка должна находиться на специальной подставке, прикрепленной к столу или верстаку, а пила – двигаться в вертикальном направлении. Работают сидя или стоя, так, чтобы заготовка находилась на уровне груди.
При выпиливании внутренних контуров в заготовке предварительно делают шилом, буравчиком или тонким спиральным сверлом одно или несколько отверстий, через которые внутрь вводят пилку. Отверстия целесообразно прокалывать на месте крутых поворотов, поскольку поворачивать режущий инструмент довольно трудно.
Один из серьезных недостатков пилок лобзиков, выпускаемых промышленностью, заключается в том, что они просто-напросто не пилят. А если ими и можно работать, то только не по начерченной линии. Линия разреза постоянно уходит в сторону. Поэтому рекомендуем простой способ доработки промышленных полотен. Основной их недостаток – в одностороннем заусенце, образующемся во время изготовления зубьев. Привести разводку к необходимому виду совсем несложно. Нужно зажать полотно по гладкой части в губках небольших тисков, оставив снаружи лишь зубчики, а затем с помощью жала отвертки аккуратно отогнуть их поочередно в разные стороны. Эту же операцию можно сделать, ударяя по ручке отвертки легким молотком.
Работать лобзиком после такой доводки одно удовольствие. Срок службы пилки для лобзика можно значительно увеличить, если периодически (через 100 см пропила) перезажимать пилку в нижнем зажиме, отпуская ее на 2–3 мм.
Правообладателям!
Это произведение, предположительно, находится в статусе 'public domain'. Если это не так и размещение материала нарушает чьи-либо права, то сообщите нам об этом.